




Sürtünme kaynaklı birleştirmek, iki parçayı bir arada tutmak için yüksek dayanımlı ve maliyet etkili bir çözüm sunar. Sonuç olarak, akıcı, doldurucu, gaz veya harici bir ısı kaynağına ihtiyaç duymadan tam metal füzyonu elde edilir. Katı hal işlemi, minimum birleşim hazırlığı gerektirir ve porozite veya çamur dahil olma olasılığını ortadan kaldırır. Kaynak alanının darısı etkilenen bölge, her iki bileşenin moleküler bütünlüğünü korur. Bu bağlama yöntemi, daha hızlı üretim dönüşümü ile tutarlı ve tekrarlayan sonuçlar sunar. Maliyet tasarrufu, ham madde, makina ve araç gereci miktarını azaltarak sağlanır. Tasarım esnekliği, türbin yapımını tek bir metalden ve şaft seçimini daha düşük maliyetli stoktan yapmayı sağlar veya bunun tersini. Farklı metalleri birleştirme, geleneksel yöntemlerin çalışmadığı yerlerde mümkün olabilir.
Ürün özeti
Sürtünme kaynaklı birleştirme, iki parça arasındaki birleşimi sağlam ve maliyet etkili bir çözüm sağlar. Sonuç olarak, akışkanlar, doldurucular, gazlar veya harici bir ısı kaynağına ihtiyaç duymadan tam metal füzyonu elde edilir. Katı haldeki süreç, minimum birleştirmeye hazırlık gerektirir ve porozite veya çamur dahil olma olasılığını ortadan kaldırır. Kaynak alanının darısı, moleküler bütünlüğü koruyarak her iki bileşeni de korur. Bu bağlama yöntemi, daha hızlı üretim dönüşümüyle tutarlı ve tekrarlayan sonuçlar sunar.
Maliyet tasarrufu, bir tamamlanmış parçanın üretiminde gereken ham madde, makinalama ve araç gereci miktarını azaltarak sağlanır. Tasarım esnekliği, türbinin tek bir metalden inşasını ve ekseni daha düşük maliyetli stoktan veya bunun tersinden seçmeyi sağlar. Benzer olmayan metallerin birleştirilmesi, geleneksel yöntemlerin çalışmadığı yerlerde mümkün hale gelir.
Ürün Açıklaması
Direct Drive sürtünme kaynaklı birleştirmesi, parametreleri özelleştirebilmemiz için çekici bir teknoloji olabilir.
Örneğin, sertleştirilebilir bir çeliği birleştirmek için, soğuma oranını kontrol etmeye yardımcı olmak amacıyla daha uzun bir ikinci sürtünme fazı kullanarak ekstra ısı uygulayabiliriz.
Doğrudan İletim'de (Direct Drive), dönerken makinelerdeki itme aksinin Forge yükünü karşılayabilecek kapasitede bir spindel sınırı olduğundan, genellikle Forge yükünü uygulamadan önce spindel hızımızı sıfıra düşürmemiz gerekir. Bu noktada tam Forge yüküne geçilir, yumuşamış tüm malzeme sıkıştırılır ve kaynak işlemi tamamlanır.
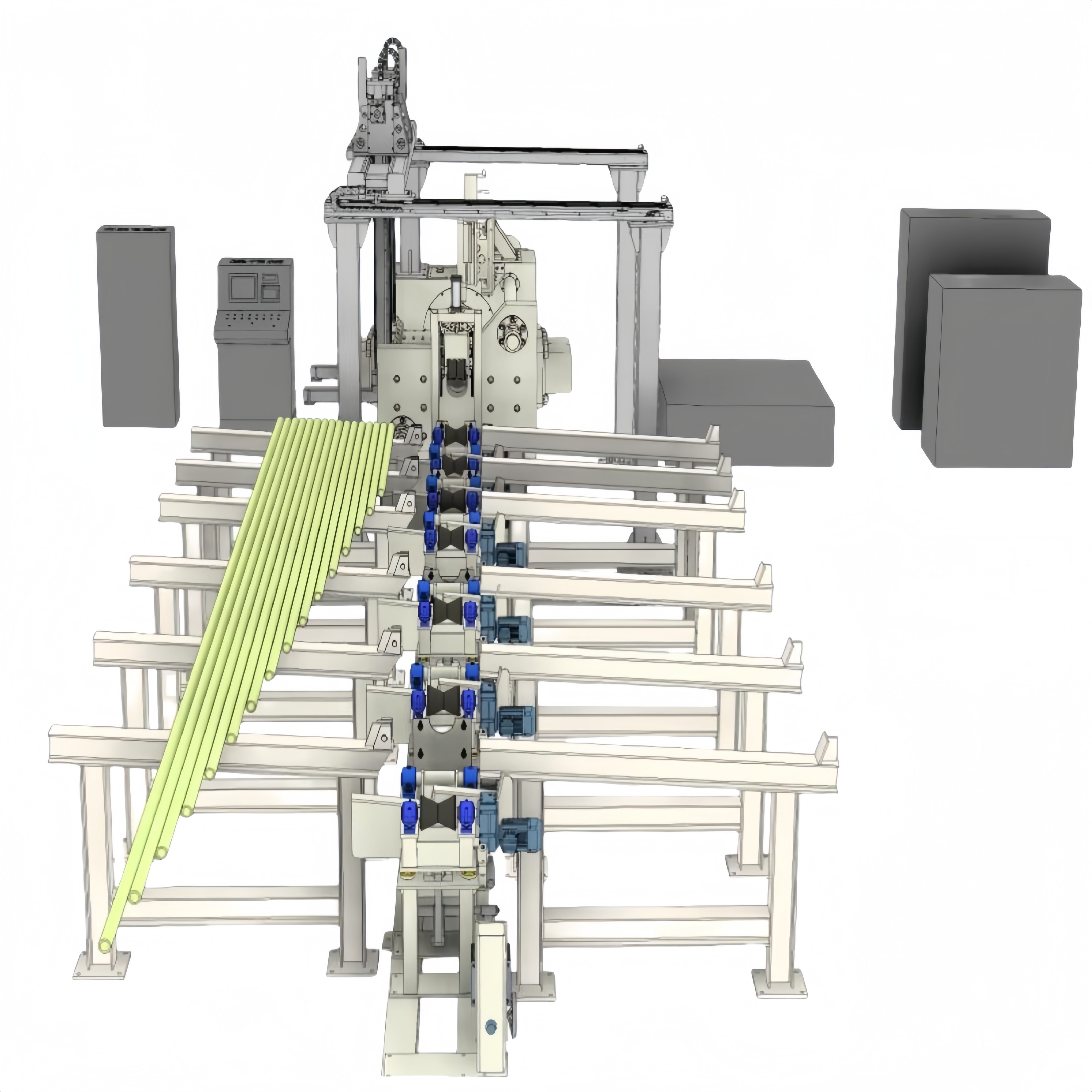
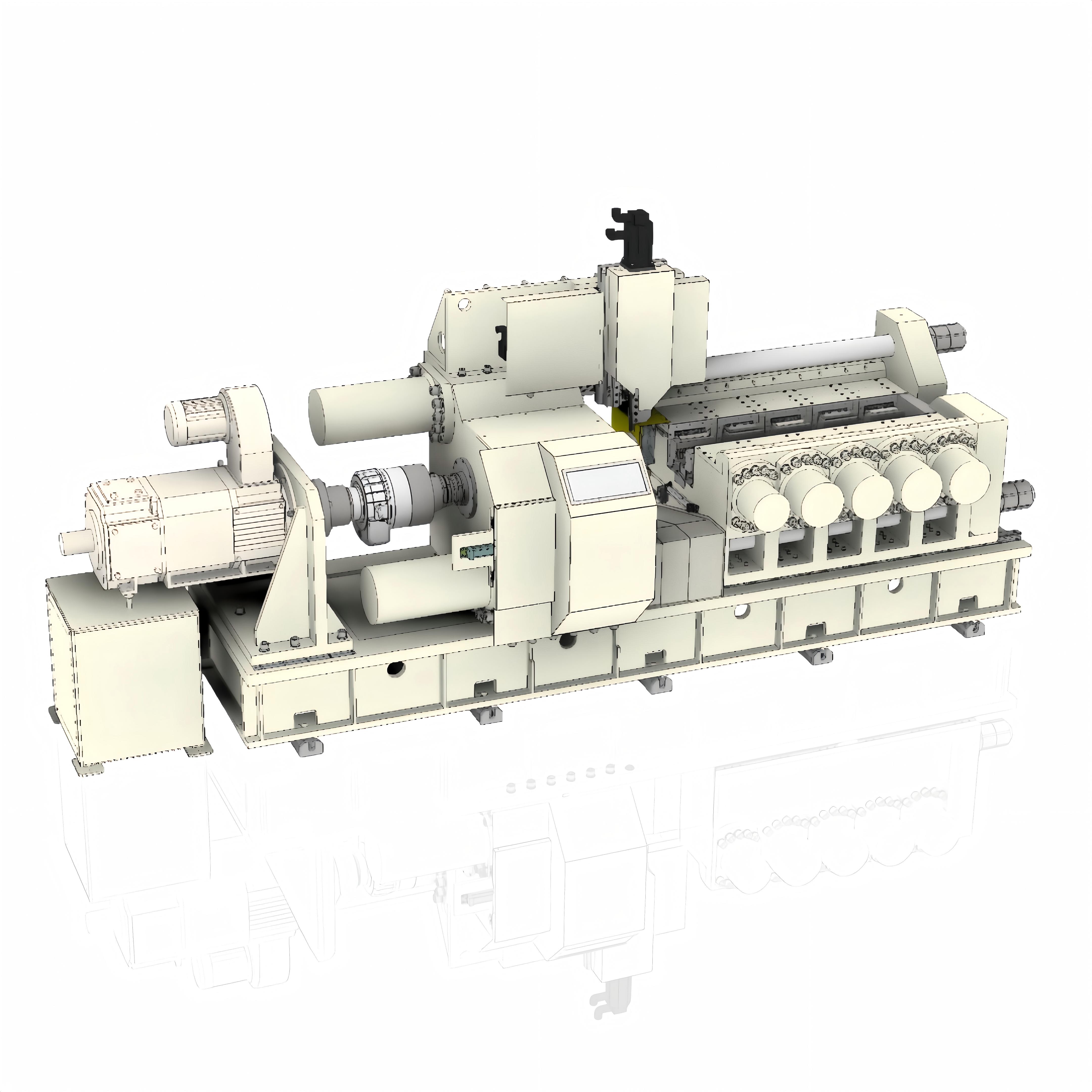
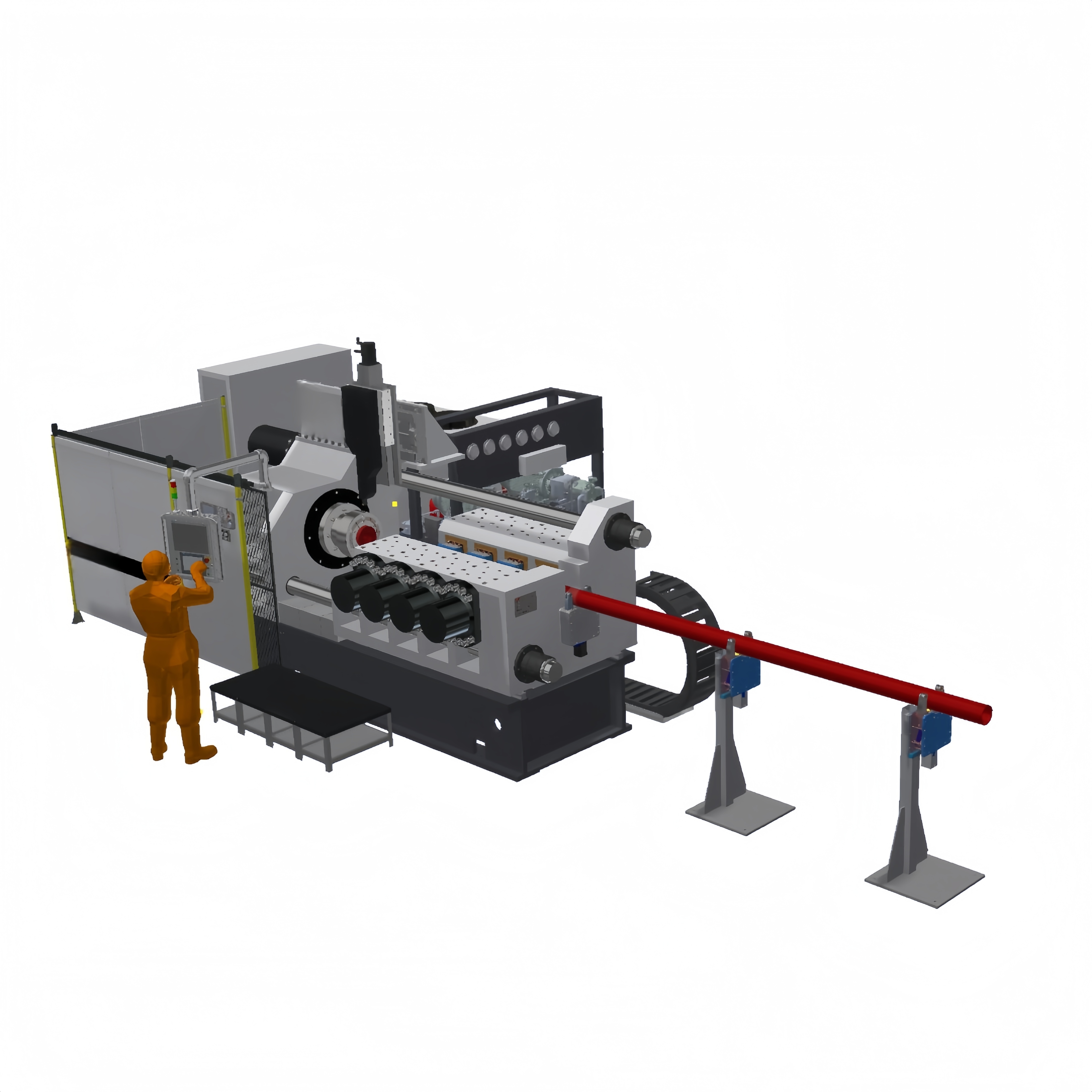
Aşağıdakiler, bu teknolojinin önemli uygulamalarından birkaçıdır:
Ürün Parametreleri
| Model | Maks.alt güç (KN) | Maks. kaynak alanı ((mm) | Kaynak diyalog. | Hız(rpm) |
| DBS-2 | 20 | 20-140 | 13 Mayıs | 5000 |
| DBS-5 | 50 | 50-260 | 18 Ağustos | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40 - 75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Dijital Mikrometre

Freze mandalı

NCR YÜKSEK HASSASIYA YAŞAM MERKEZİ

M11 SERİSİ HASSAS YAŞAM MERKEZİ

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Gizlilik Politikası