
ลิงก์ด่วน




การเชื่อมด้วยแรงเสียดทานให้ผลลัพธ์ที่มีความแข็งแรงสูงและประหยัดต้นทุนสำหรับการเชื่อมชิ้นงานสองชิ้นเข้าด้วยกัน ผลลัพธ์คือการหลอมรวมโลหะอย่างสมบูรณ์โดยไม่จำเป็นต้องใช้สารช่วยหลอม วัสดุเติม แก๊สหรือแหล่งความร้อนภายนอก กระบวนการในสถานะของแข็งนี้ต้องการการเตรียมรอยต่อเพียงเล็กน้อยและกำจัดความเป็นไปได้ของการเกิดรูพรุนหรือการปนเปื้อนของสแลก โซนที่ได้รับผลกระทบจากความร้อนในบริเวณการเชื่อมที่แคบช่วยปกป้องโครงสร้างทางโมเลกุลของชิ้นส่วนทั้งสอง การเชื่อมต่อนี้มอบผลลัพธ์ที่สม่ำเสมอและซ้ำได้พร้อมกับเวลาการผลิตที่เร็วขึ้น การประหยัดต้นทุนเกิดขึ้นจากการลดปริมาณของวัสดุดิบ การเจียระไน และอุปกรณ์ที่ต้องใช้ในการผลิตชิ้นส่วนที่เสร็จสมบูรณ์ ความยืดหยุ่นในการออกแบบทำให้สามารถสร้างใบพัดเทอร์ไบน์จากโลหะชนิดหนึ่งและเลือกใช้เพลาจากวัสดุที่มีต้นทุนต่ำกว่า หรืออาจทำตรงกันข้ามก็ได้ การเชื่อมโลหะที่แตกต่างกันเป็นไปได้แม้ว่าจะใช้วิธีการแบบเดิมไม่ได้ผล
ข้อมูลสินค้า
การเชื่อมด้วยแรงเสียดทานมอบวิธีการเชื่อมชิ้นงานสองชิ้นเข้าด้วยกันอย่างมีความแข็งแรงสูงและคุ้มค่า ผลลัพธ์คือการหลอมรวมโลหะโดยสมบูรณ์โดยไม่จำเป็นต้องใช้สารละลาย วัสดุอุด แก๊สหรือแหล่งความร้อนจากภายนอก กระบวนการในสถานะของแข็งนี้ต้องการการเตรียมรอยต่อเพียงเล็กน้อยและกำจัดความเป็นไปได้ของการเกิดรูพรุนหรือการปนเปื้อนของสแลก โซนที่ได้รับผลกระทบจากความร้อนแคบๆ ในพื้นที่เชื่อมช่วยปกป้องโครงสร้างโมเลกุลของชิ้นส่วนทั้งสอง วิธีการเชื่อมนี้ให้ผลลัพธ์ที่คงที่และซ้ำซากได้รวดเร็วกว่าในการผลิต
การประหยัดต้นทุนเกิดจากการลดปริมาณวัสดุดิบ การกลึง และเครื่องมือที่จำเป็นสำหรับการผลิตชิ้นส่วนที่สมบูรณ์ ความยืดหยุ่นในการออกแบบทำให้สามารถสร้างเทอร์ไบน์จากโลหะชนิดหนึ่งและเลือกแกนจากวัสดุที่มีต้นทุนต่ำกว่า หรือในทางกลับกัน สามารถเชื่อมโลหะที่แตกต่างกันได้แม้ว่าวิธีการแบบเดิมอาจไม่สามารถทำได้
คำอธิบายสินค้า
เทคโนโลยีการเชื่อมด้วยแรงเสียดทานแบบ Direct Drive อาจเป็นทางเลือกที่น่าสนใจเพราะเราสามารถปรับแต่งพารามิเตอร์เพื่อให้ได้ผลลัพธ์ตามที่ต้องการ
ตัวอย่างเช่น หากเรากำลังเชื่อมเหล็กที่สามารถ Harden ได้ เราสามารถเพิ่มความร้อนพิเศษโดยใช้ระยะเวลาก่อนการเสียดสีที่ยาวขึ้น เพื่อช่วยควบคุมอัตราการเย็นลง
ใน Direct Drive เราจะมีข้อจำกัดของหมุดเกลียวเนื่องจากความสามารถของตลับลูกปืน Thrust ในการตอบสนองต่อโหลด Forge เมื่อหมุน ดังนั้นโดยปกติเราจำเป็นต้องลดความเร็วของหมุดเกลียวให้เป็นศูนย์ก่อนที่เราจะสามารถนำโหลด Forge มาใช้ จากจุดนี้เราจะเพิ่มโหลด Forge ให้เต็ม บีบออกทั้งหมดของวัสดุที่ละลาย และเสร็จสิ้นการเชื่อม
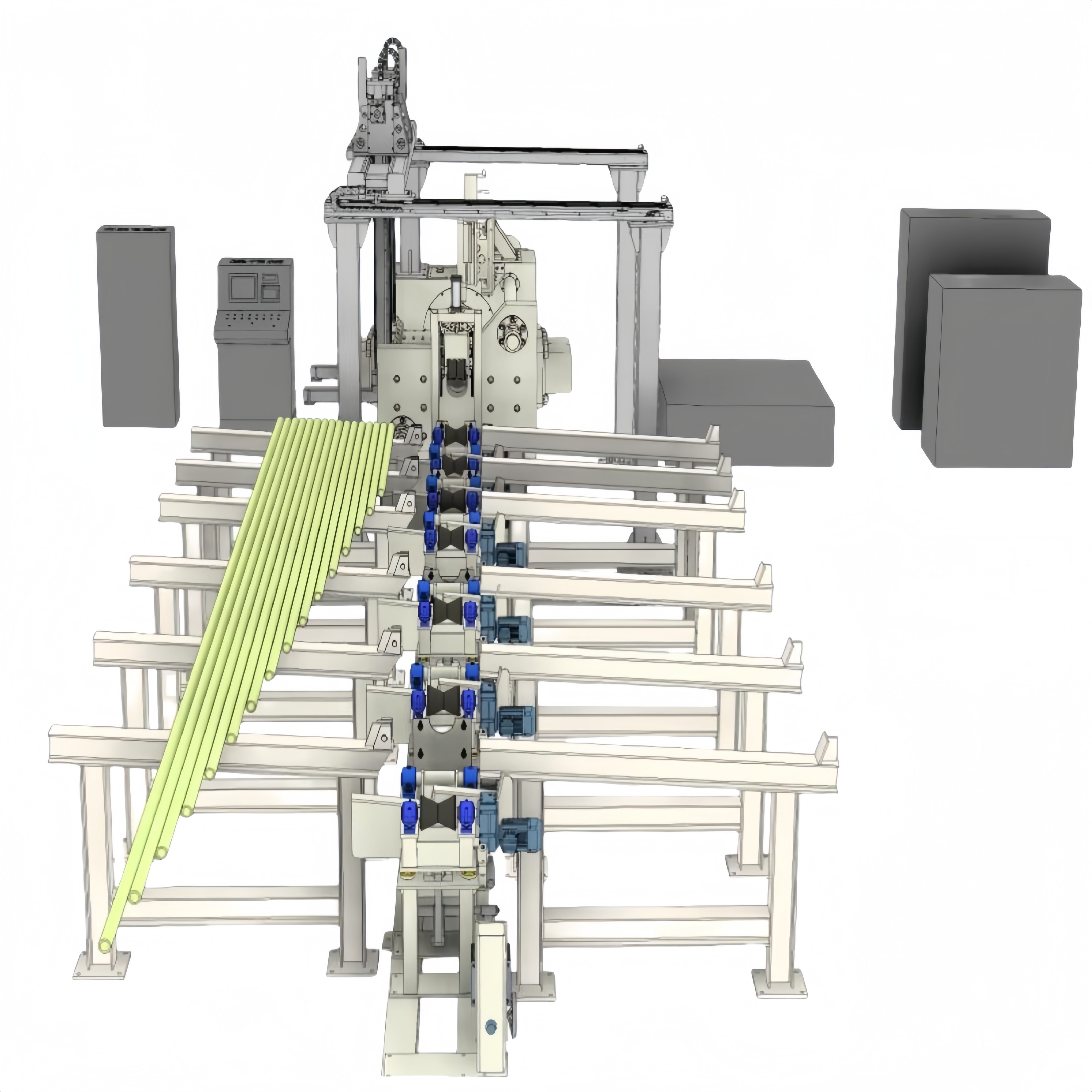
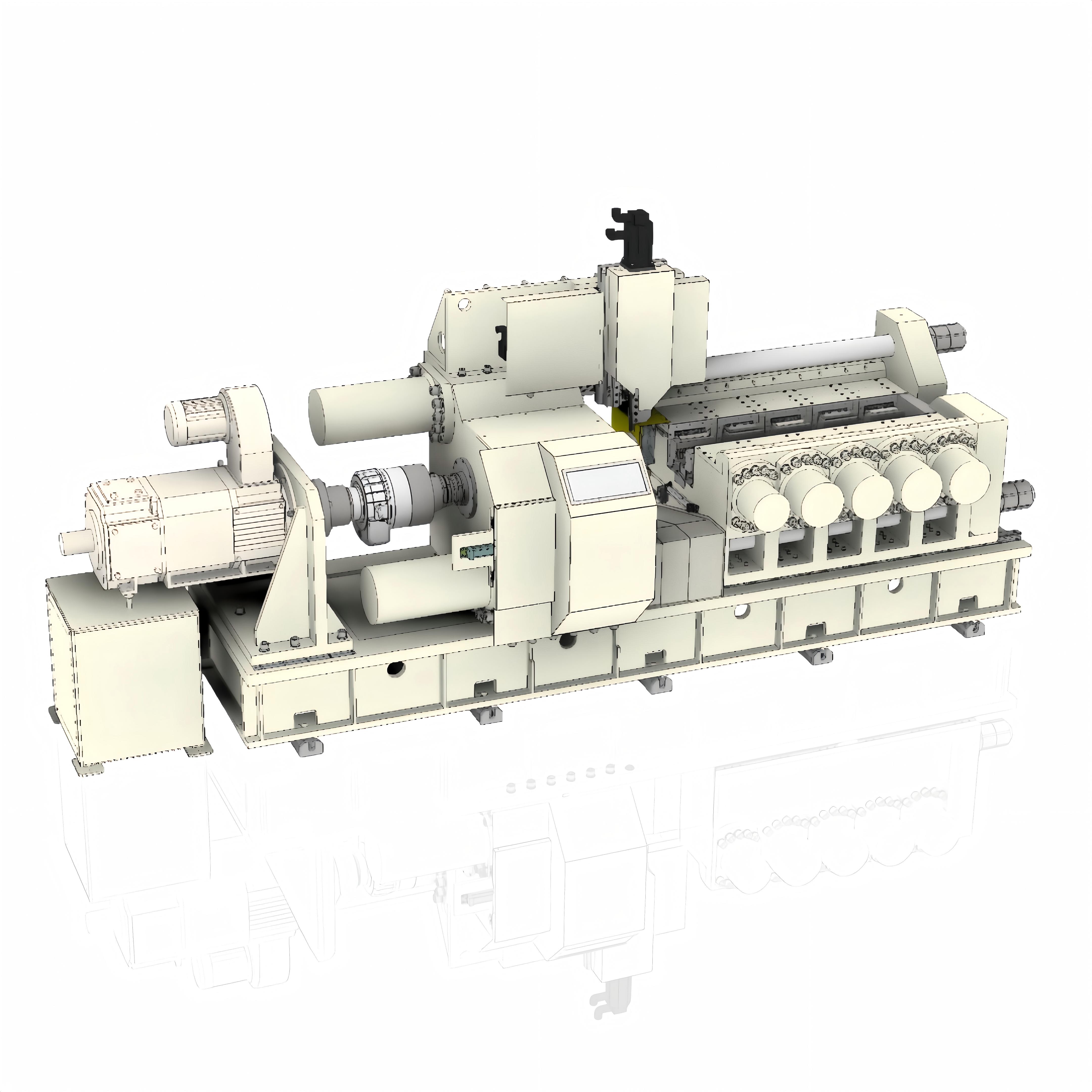
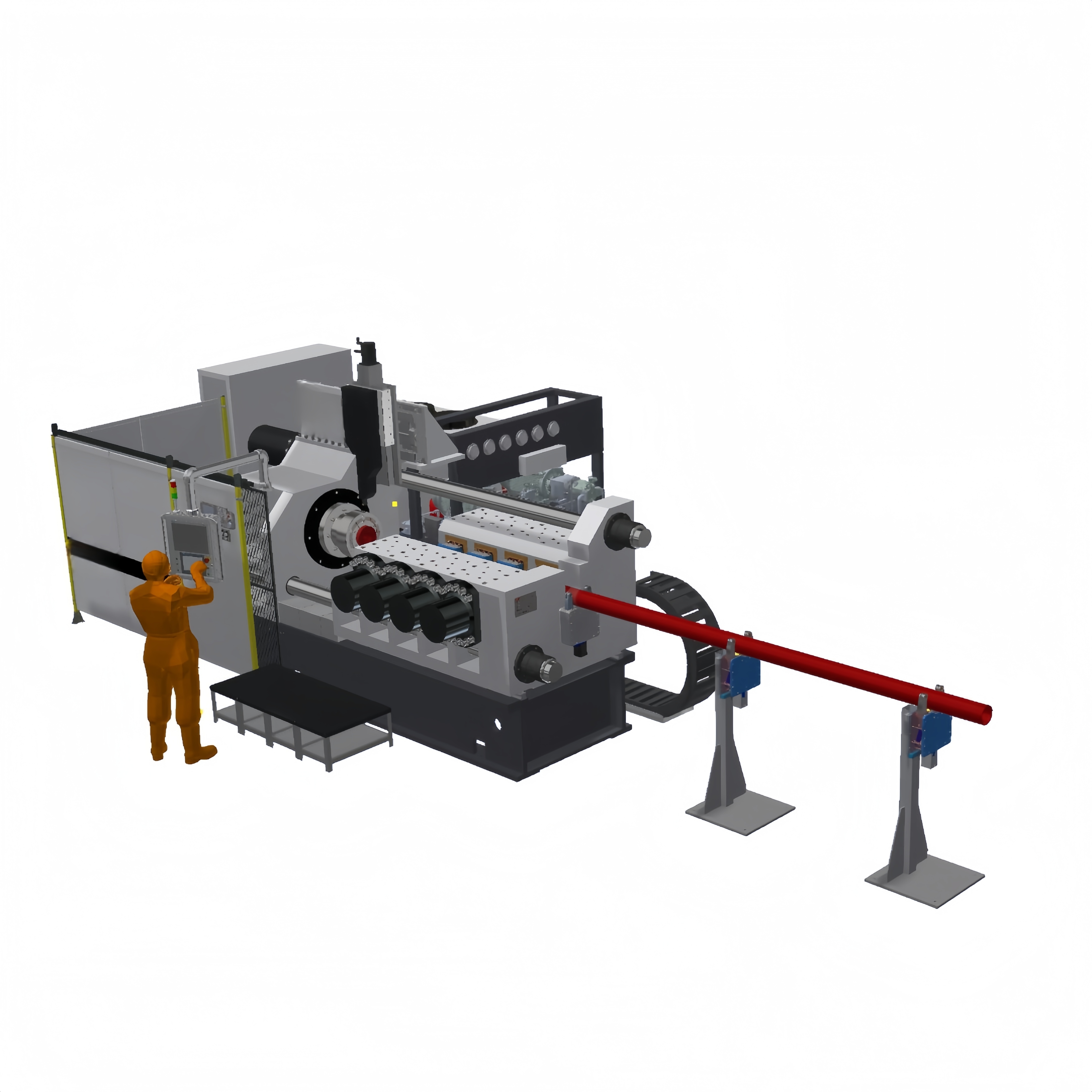
ต่อไปนี้เป็นตัวอย่างบางส่วนของการประยุกต์ใช้เทคโนโลยีนี้:
ข้อมูลจำเพาะของผลิตภัณฑ์
| รุ่น | แรงบีบสูงสุด (KN) | พื้นที่เชื่อมสูงสุด (มม.) | เส้นผ่าศูนย์กลางการเชื่อม | ความเร็ว(รอบต่อนาที) |
| DBS-2 | 20 | 20-140 | 13 พฤษภาคม | 5000 |
| DBS-5 | 50 | 50-260 | 18 สิงหาคม | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

ไมโครมิเตอร์ดิจิทัล

ที่คีบสำหรับงานกัด

NCR HIGH PRECISION LIVE CENTER

จุดศูนย์กลางแบบแม่นยำ ซีรีส์ M11

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. นโยบายความเป็นส่วนตัว