


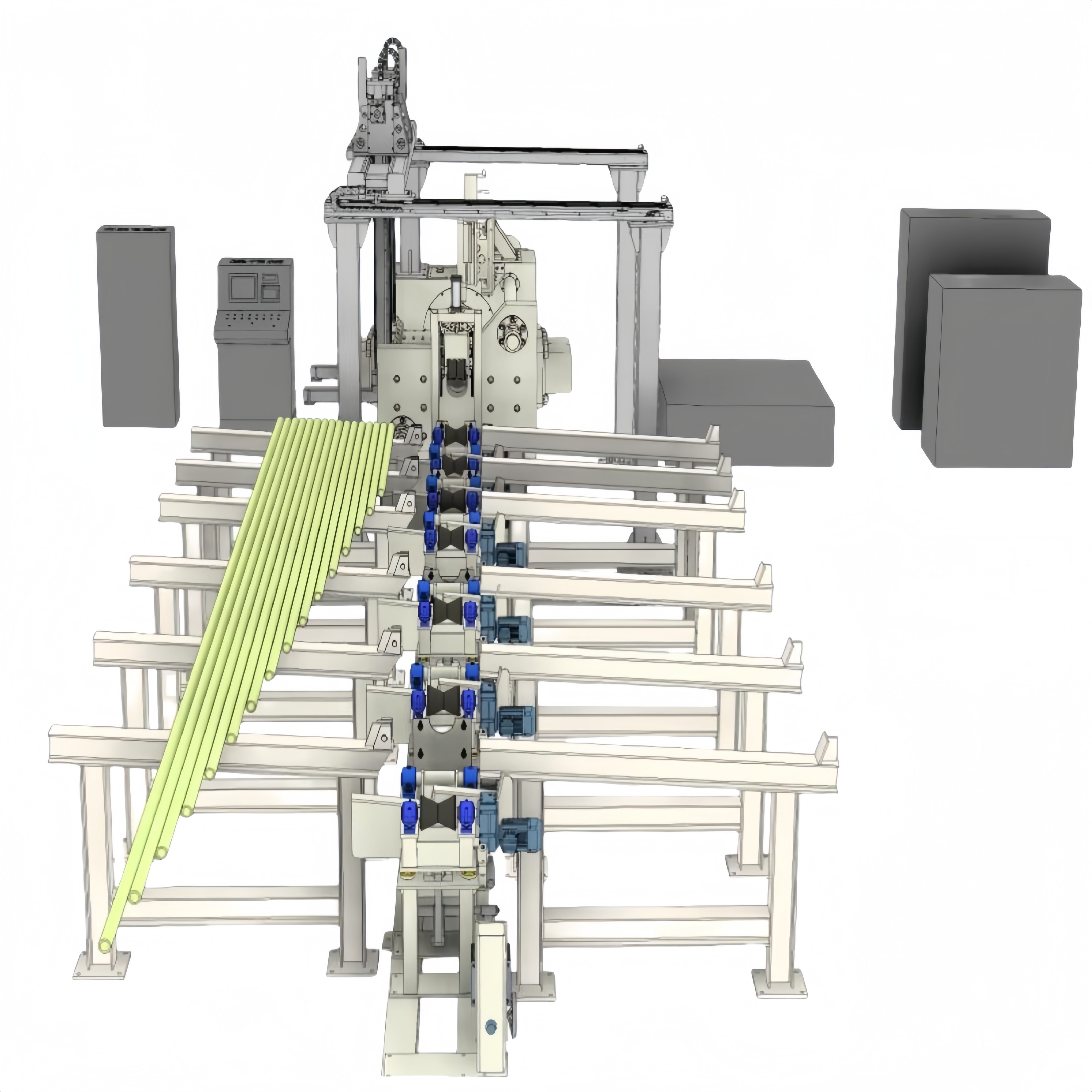


Сварка трением предоставляет высокопрочное, экономически эффективное решение для соединения двух деталей вместе. Результатом является полное слияние металла без необходимости использования флюсов, наполнителей, газов или внешнего источника тепла. Процесс в твердом состоянии требует минимальной подготовки соединения и исключает возможность образования пор или включения шлака. Узкая термическая зона влияния защищает молекулярную целостность обоих компонентов. Этот метод скрепления обеспечивает последовательные и повторяемые результаты с более быстрой производственной отдачей. Экономия достигается за счет снижения количества сырья, обработки и оснастки, необходимых для производства готовой детали. Гибкость проектирования позволяет создавать турбины из одного металла, а выбор вала — из более дешевого материала или наоборот. Соединение различных металлов возможно там, где традиционные методы могут не работать.
Краткое описание продукта
Сварка трением обеспечивает высокопрочное и экономичное решение для соединения двух деталей вместе. Результатом является полное слияние металла без необходимости использования флюсов, наполнителей, газов или внешнего источника тепла. Процесс в твердом состоянии требует минимальной подготовки соединения и исключает возможность пористости или включения шлака. Узкая термически затронутая зона области сварного соединения защищает молекулярную целостность обоих компонентов. Этот метод скрепления предлагает последовательные и повторяемые результаты с более быстрым временем производства.
В результате сокращается количество сырья, обработки и инструментов, необходимых для производства готовой детали. Гибкость конструкции обеспечивает строительство турбины из одного металла и выбор вала из более низкозатратного запаса или наоборот. Соединение различных металлов возможно там, где обычные методы могут не работать.
Описание продукта
Трение с прямым приводом может быть привлекательной технологией, потому что мы можем настраивать параметры для достижения желаемых результатов.
Например, если мы свариваем закаливаемую сталь, мы можем добавить дополнительное тепло, используя более длительную фазу второго трения, чтобы контролировать скорость охлаждения.
В приводе напрямую существует ограничение по оси вала из-за способности подшипника тяги реагировать на нагрузку при вращении, поэтому обычно нам нужно снизить скорость вращения вала до нуля перед тем, как мы можем применить нагрузку. На этом этапе мы увеличиваем нагрузку до максимума, выдавливаем все размягченное вещество и завершаем сварку.
Приведены ниже некоторые из значимых применений этой технологии:
Параметры продукта
| Модель | Максимальная сила перенапряжения (KN) | Максимальная площадь сварки ((мм) | Сварная диа. | Скорость(об/мин) |
| DBS-2 | 20 | 20-140 | 13 мая | 5000 |
| DBS-5 | 50 | 50-260 | 18 августа | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 гг. | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 гг. | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Цифровой микрометр

Фрезерный патрон

NCR ВЫСОКАЯ ТОЧНОСТЬ ЖИВОГО ЦЕНТРА

СЕРИЯ M11 ТОЧНЫЙ ЖИВОЙ ЦЕНТР

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Политика конфиденциальности