
Links Rápidos




A solda por atrito fornece uma solução de alta resistência e custo-efetiva para unir duas peças juntas. O resultado é uma fusão total do metal sem a necessidade de fluxos, preenchimentos, gases ou uma fonte de calor externa. O processo no estado sólido requer preparação mínima da junta e elimina a possibilidade de porosidade ou inclusão de escória. A zona afetada pelo calor estreita na área de solda protege a integridade molecular de ambos os componentes. Este método de união oferece resultados consistentes e repetitivos com um tempo de produção mais rápido. As economias de custo resultam da redução da quantidade de material bruto, usinagem e ferramentas necessárias para produzir uma peça concluída. A flexibilidade de design permite a construção de turbinas de um metal e a seleção do eixo de um estoque de menor custo ou vice-versa. A união de metais dissimilares é possível onde métodos convencionais podem não funcionar.
Ficha Técnica do Produto
A solda por fricção fornece uma solução de alta resistência e custo-efetiva para unir duas peças de trabalho. O resultado é uma fusão total do metal sem a necessidade de fluxos, preenchimentos, gases ou uma fonte externa de calor. O processo no estado sólido requer preparação mínima da junta e elimina a possibilidade de porosidade ou inclusão de escória. A zona térmica afetada estreita na área de solda protege a integridade molecular de ambos os componentes. Este método de união oferece resultados consistentes e repetitivos com um ciclo de produção mais rápido.
A redução da quantidade de matéria-prima, de máquinas e de ferramentas necessárias para produzir uma peça completa resulta em economia de custos. A flexibilidade do projeto permite a construção de turbinas a partir de um metal e a seleção de eixos a partir de um estoque de baixo custo ou vice-versa. A união de metais diferentes é possível onde os métodos convencionais podem não funcionar.
Descrição do Produto
A solda por atrito com Direto Drive pode ser uma tecnologia atraente porque podemos personalizar os parâmetros para alcançar os resultados desejados.
Por exemplo, se estivermos soldando um aço endurecível, podemos aplicar um pouco mais de calor usando uma fase de segundo atrito mais longa para ajudar a controlar a taxa de resfriamento.
No Direct Drive, temos uma limitação do eixo em relação à capacidade do rolamento de empuxo de reagir à carga de forja durante a rotação, então normalmente precisamos reduzir a velocidade do eixo para zero antes de podermos aplicar a carga de forja. Neste ponto, aumentamos até a carga total de forja, espremendo todo o material amolecido e completando o solda.
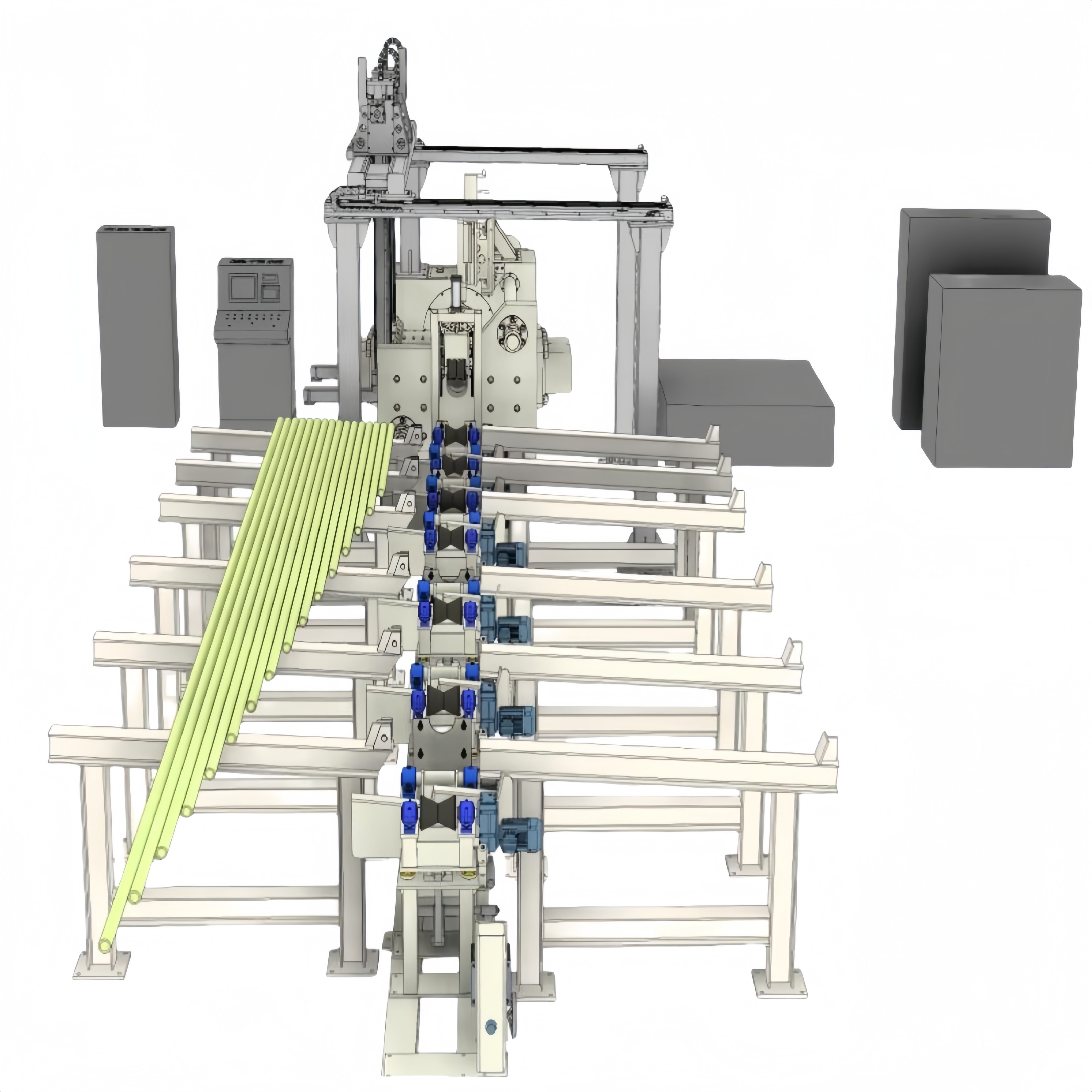
A seguir, estão algumas das principais aplicações desta tecnologia:
Parâmetros do Produto
| Modelo | Força máxima de desvio (KN) | Max. área de solda ((mm) | Diâmetro de solda. | Velocidade(rpm) |
| DBS-2 | 20 | 20 a 140 | 13 de maio | 5000 |
| DBS-5 | 50 | 50 a 260 | 18 de agosto | 3000 |
| DBS-12 | 120 | 150-700 | 14 a 30 | 1500 |
| DBS-20 | 200 | 150 a 1020 | 14 a 36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40 a 75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45 a 86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89 a 160 | 580 |
| DBS-200 | 2000 | 5100 a 12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70 a 140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90 a 160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Micrômetro Digital

Ferramenta de fresagem

NCR ALTO CENTRO DE PRECISÃO

SERIE M11 CENTRO VIVO DE PRECISÃO

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Política de Privacidade