
Pautan Pantas


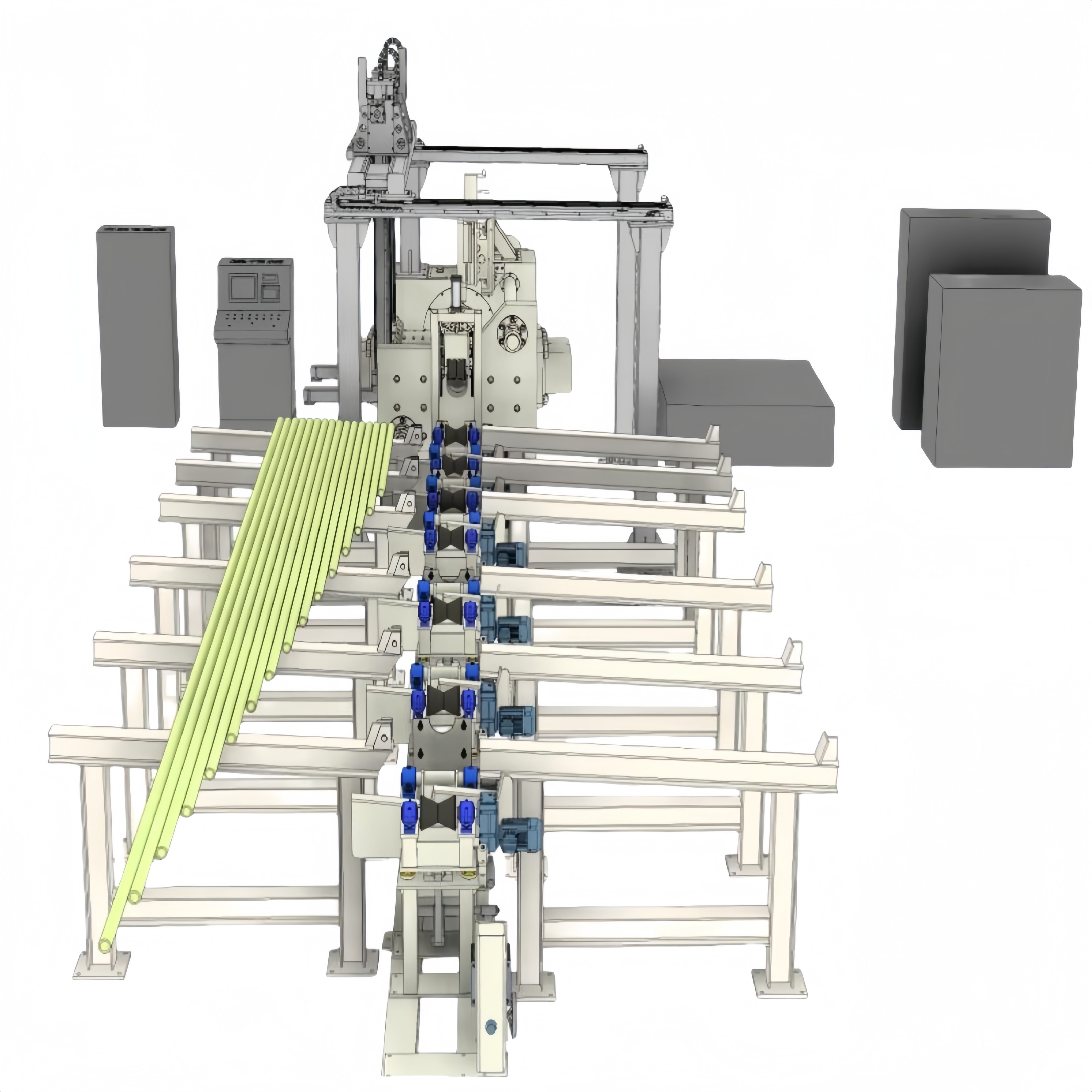


Penyambungan geseran memberikan penyelesaian yang kuat dan kos-efektif untuk menyambung dua cebisan bersama. Keputusan akhirnya adalah pemaduan logam sepenuhnya tanpa keperluan bagi fluks, pengisi, gas, atau sumber haba luaran. Proses pepejal ini memerlukan persediaan persendian yang minimum dan menghapuskan kemungkinan porositi atau penyertaan slag. Zon terjejas haba yang sempit di kawasan las melindungi integriti molekul kedua-dua komponen. Kaedah pemenjangan ini menawarkan hasil yang konsisten dan berulang dengan masa pengeluaran lebih pantas. Simpanan kos diperoleh dengan mengurangkan jumlah bahan mentah, mesin, dan alatan yang diperlukan untuk menghasilkan sebahagian yang siap. Kelibu-kelibu reka bentuk menyediakan pembinaan turbin daripada satu jenis logam dan pemilihan paksi daripada stok kos rendah atau sebaliknya. Penyambungan logam tidak serupa adalah mungkin di mana kaedah konvensional mungkin tidak berfungsi.
Ringkasan produk
Penyambungan gesekan memberikan penyelesaian yang kuat dan kos-efektif untuk menyambung dua bahan kerja bersama. Hasilnya adalah pemaduan logam sepenuhnya tanpa keperluan fluks, pengisi, gas, atau sumber haba luaran. Proses keadaan pepejal ini memerlukan persediaan persendian yang minimum dan menghapuskan kemungkinan porositi atau termasukan slag. Zon terjejas haba yang sempit di kawasan penyambungan melindungi integriti molekul kedua-dua komponen. Kaedah pemenjangan ini menawarkan hasil yang konsisten dan berulang dengan pusingan pengeluaran yang lebih pantas.
Keselamatan kos diperolehi dengan mengurangkan jumlah bahan mentah, mesin, dan alatan yang diperlukan untuk menghasilkan sebahagian yang selesai. Kebahagian reka bentuk membolehkan pembinaan turbin daripada satu jenis logam dan pilihan paksi daripada stok kos rendah atau sebaliknya. Penyambungan logam tidak serupa adalah mungkin di mana kaedah konvensional mungkin tidak berfungsi.
Penerangan Produk
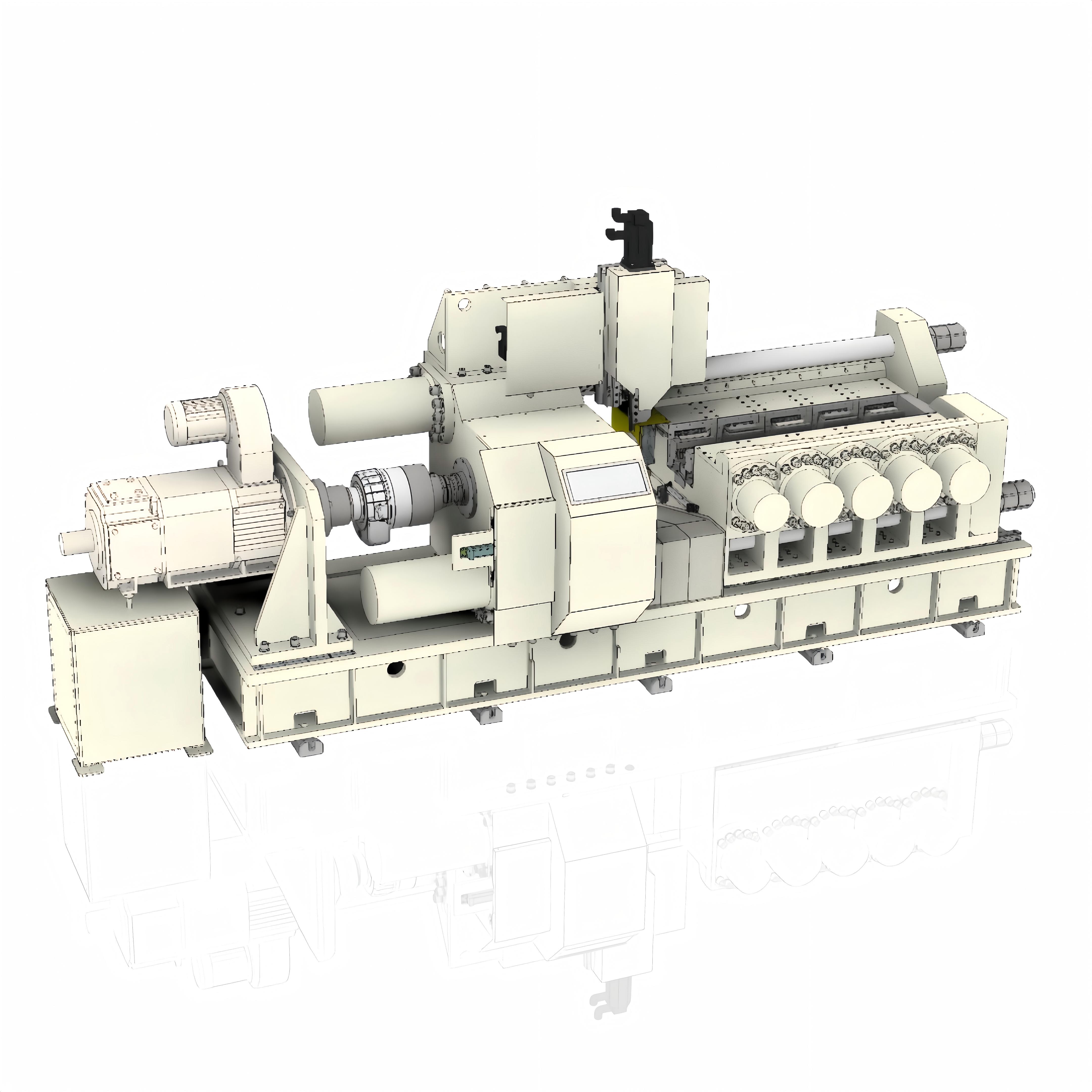
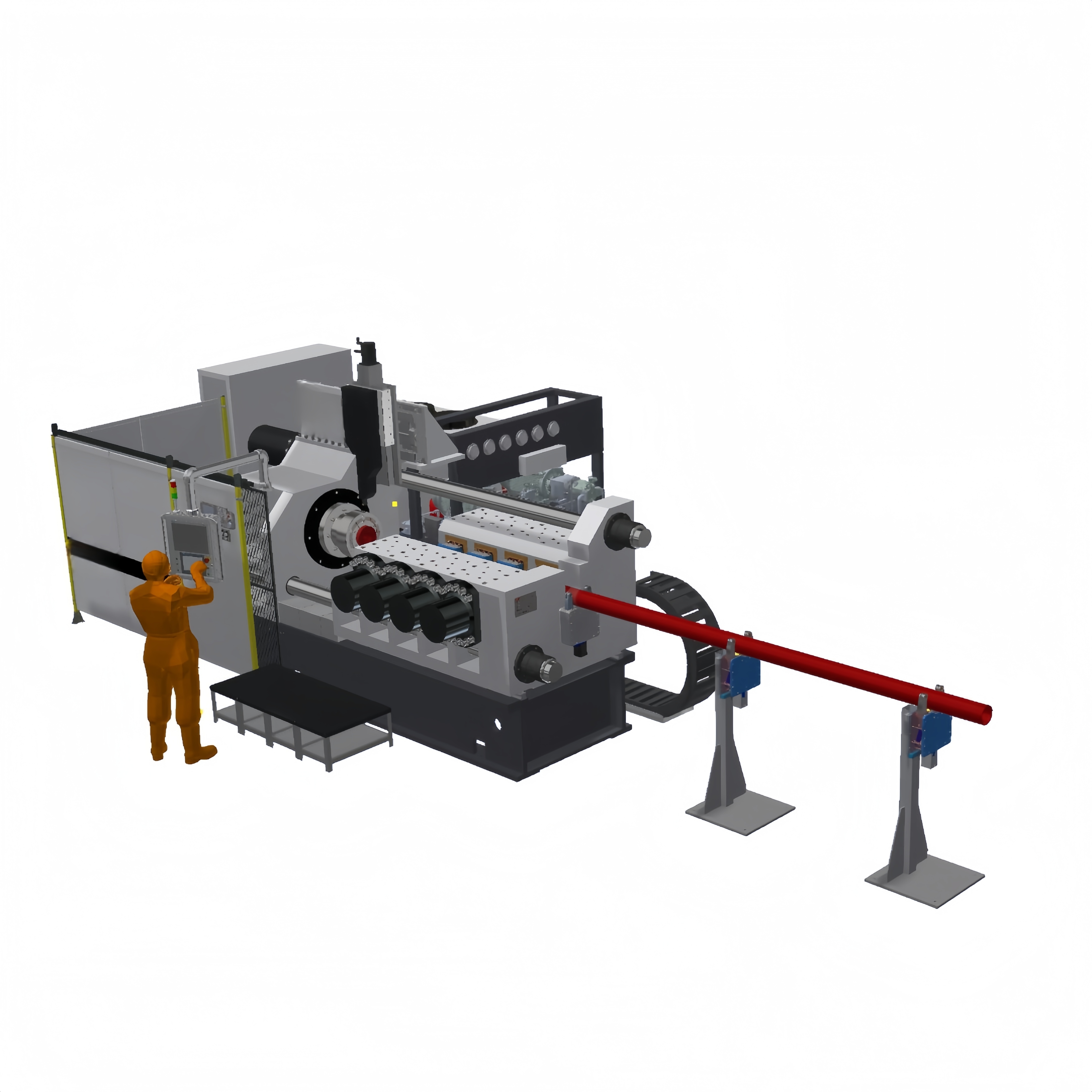
Penyambungan geseran Penggerak Langsung boleh menjadi teknologi yang menarik kerana kita boleh menyesuaikan parameter-parameter untuk mencapai hasil yang diingini.
Sebagai contoh, jika kita menyambungkan keluli yang boleh mengeras, kita boleh memperkenalkan sedikit haba tambahan dengan menggunakan fasa geser kedua yang lebih panjang untuk membantu mengawal kadar penyejukan.
Dalam Pemacu Langsung, kita mempunyai keterbatasan paksi akibat keupayaan berangkat beban forge ketika berputar, jadi biasanya kita perlu menurunkan kelajuan paksi kepada sifar sebelum kita boleh membawa beban forge. Pada titik ini kita meningkatkan kepada beban forge penuh, memampatkan semua bahan yang telah lembut, dan menyiapkan penyambungan.
Berikut adalah beberapa aplikasi penting teknologi ini:
Parameter Produk
| Model | Daya upset maksimum (KN) | Kawasan las maks. (mm) | Diameter las | Kelajuan(rpm) |
| DBS-2 | 20 | 20-140 | 13 Mei | 5000 |
| DBS-5 | 50 | 50-260 | 18 Ogos | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Mikrometer Digital

Penjepit pengilatan

NCR TINGGI PUSAT HIDUP PRECISI

SERIES M11 PUSAT HIDUP PRECISI

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Dasar Privasi