



마찰 용접은 두 작업물을 결합하기 위한 고강도 및 비용 효율적인 솔루션을 제공합니다. 결과적으로 통합된 금속 융합이 이루어지며, 플럭스, 필러, 가스 또는 외부 열원이 필요하지 않습니다. 고체 상태의 프로세스는 최소한의 조인트 준비만 필요하며, 기공이나 슬래그 포함 가능성을 제거합니다. 용접 영역의 좁은 열영향구역은 양쪽 구성 요소의 분자적 무결성을 보호합니다. 이 결합 방법은 일관되고 반복적인 결과를 제공하며, 더 빠른 생산 전환 시간을 제공합니다. 원료, 가공, 공구의 사용량을 줄임으로써 비용 절감이 이루어집니다. 설계 유연성은 터빈 구조를 하나의 금속으로 만들고 샤프트 선택은 낮은 비용의 재고에서 이루어질 수 있습니다(또는 그 반대). 전통적인 방법이 작동하지 않을 수 있는 서로 다른 금속의 결합이 가능합니다.
제품 개요
마찰 용접은 두 작업물을 결합하는 데 있어 고강도이고 비용 효율적인 솔루션을 제공합니다. 결과적으로 플럭스, 필러, 가스 또는 외부 열원이 필요 없이 완전한 금속 융합이 이루어집니다. 고체 상태 공정은 최소한의 조인트 준비가 필요하며 기공이나 슬래그 포함 가능성을 제거합니다. 용접 영역의 좁은 열영향구역은 양쪽 구성 요소의 분자적 무결성을 보호합니다. 이 결합 방법은 일관되고 반복 가능한 결과를 제공하며 더 빠른 생산 전환 시간을 제공합니다.
원가 절감은 완성 부품을 생산하기 위해 필요한 원자재, 가공, 및 금형의 양을 줄임으로써 이루어집니다. 설계 유연성은 터빈 구조를 하나의 금속으로 만들고 축 선택은 더 저렴한 재고에서 또는 그 반대 방향으로 할 수 있습니다. 다른 금속의 결합은 전통적인 방법이 작동하지 않을 수 있는 곳에서도 가능합니다.
제품 설명
다이렉트 드라이브 마찰 용접은 매개변수를 맞춤화하여 원하는 결과를 얻을 수 있기 때문에 매력적인 기술이 될 수 있습니다.
예를 들어, 경화 가능한 강을 용접하는 경우, 두 번째 마찰 단계를 더 길게 설정하여 추가 열을 적용해 식힘 속도를 제어하는 데 도움을 줄 수 있습니다.
직접 구동(Direct Drive)에서는 회전 중일 때 추력 베어링이 단조 하중을 반응할 수 있는 한계가 있기 때문에, 일반적으로 단조 하중을 적용하기 전에 주축 속도를 0으로 줄여야 합니다. 이 시점에서 전체 단조 하중을 증가시키고 연화된 재료를 모두 짜내어 용접을 완료합니다.
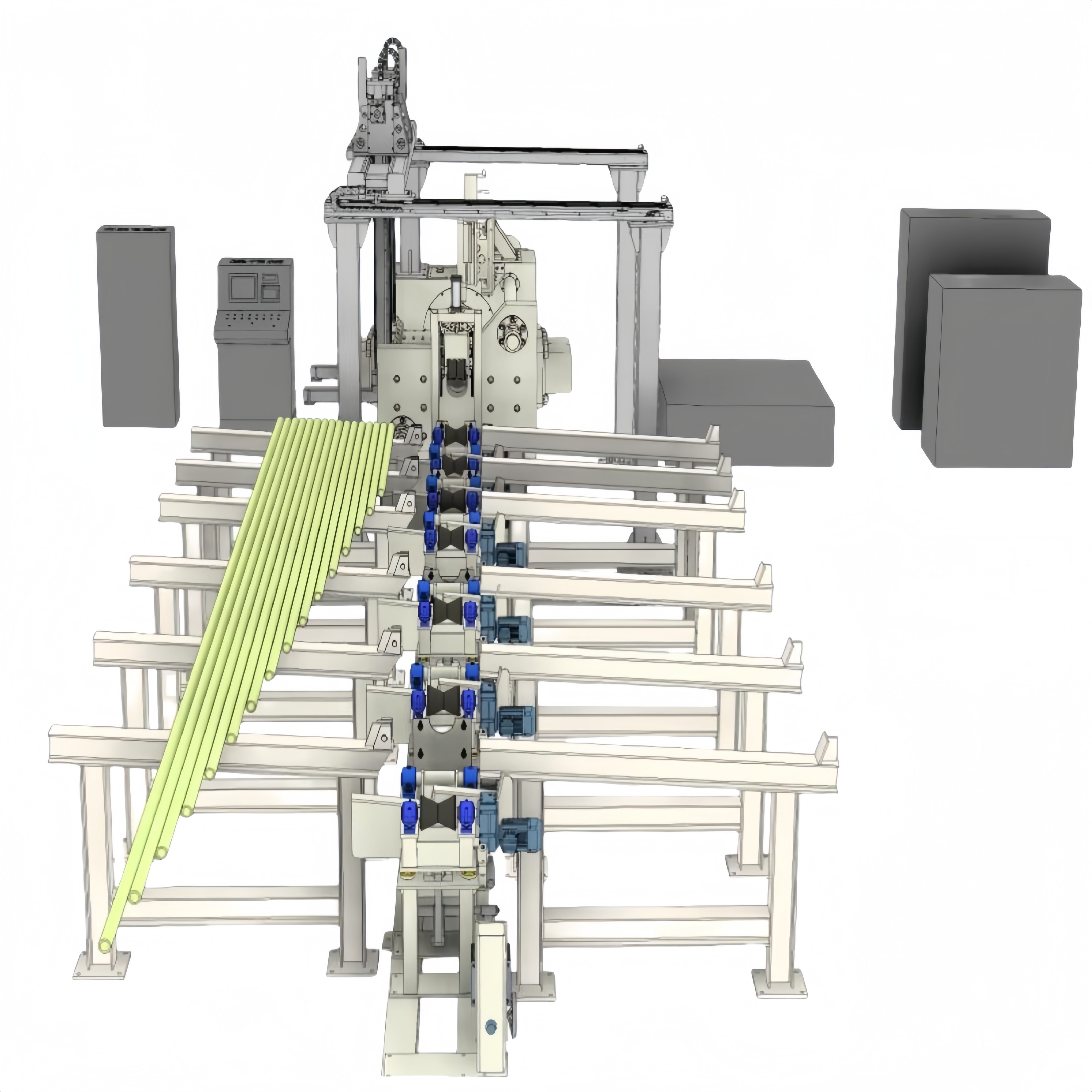
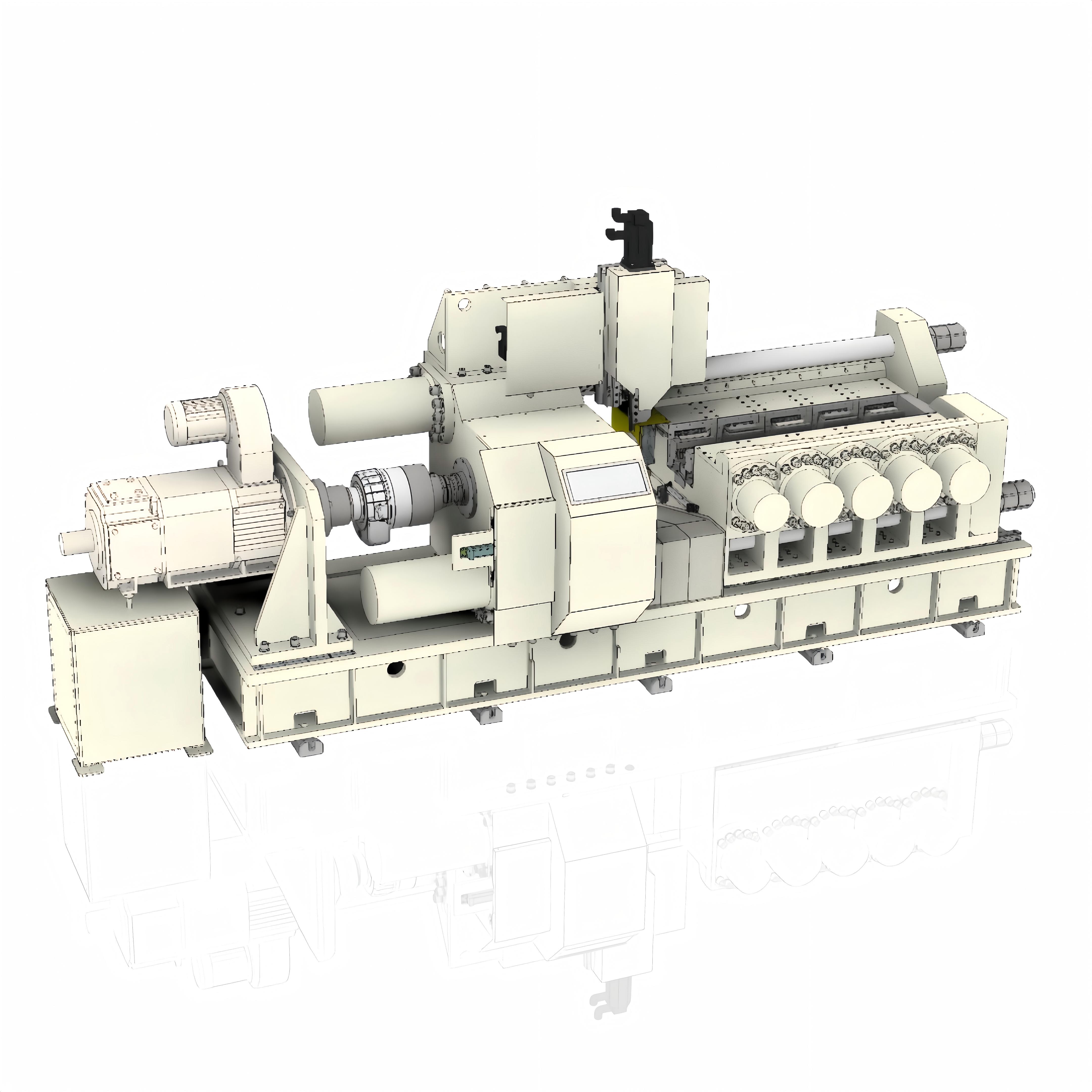
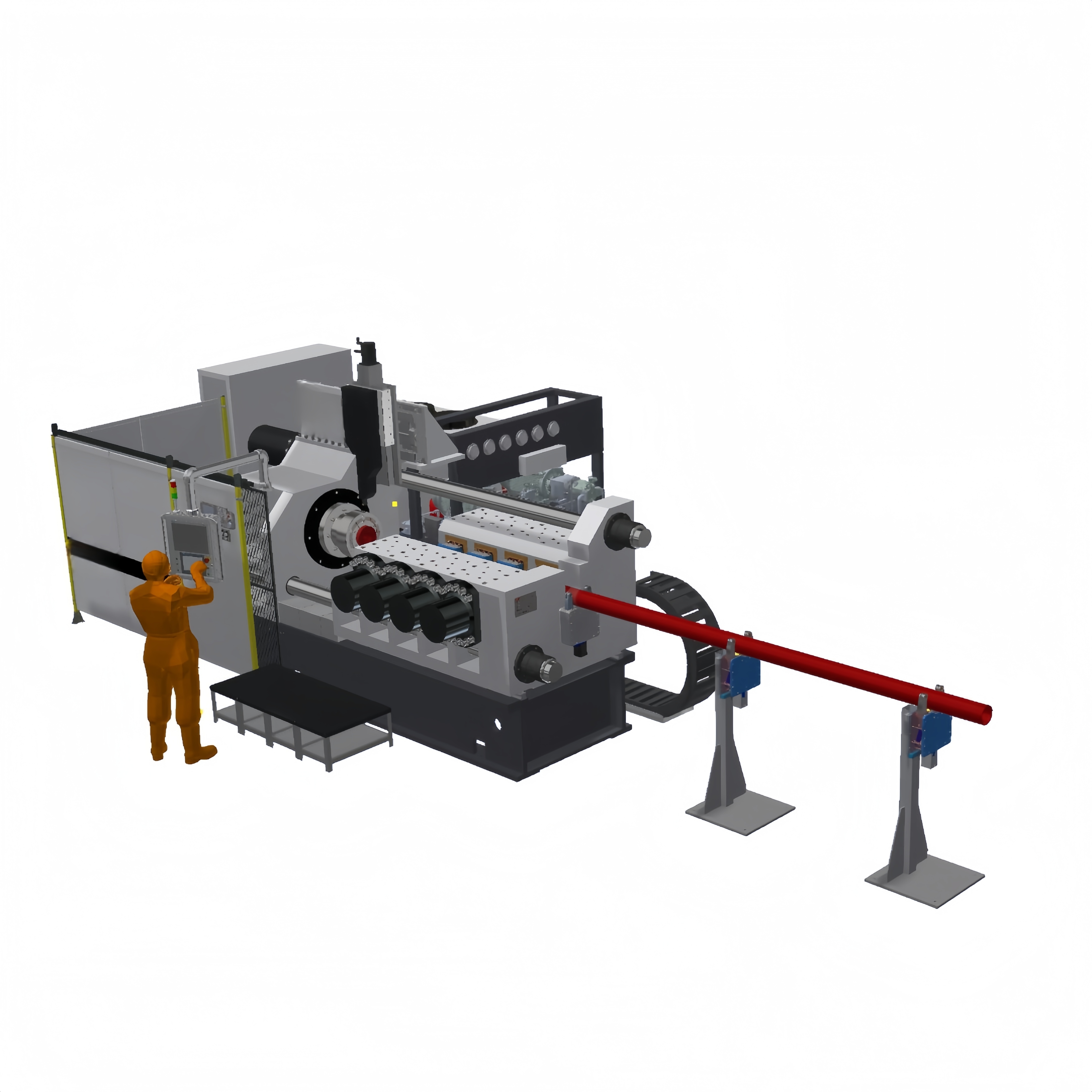
다음은 이 기술의 몇 가지 주요 응용 프로그램입니다:
제품 매개변수
| 모델 | 최대 격변력 (KN) | 최대 용접 면적 (mm) | 용접 디아. | 속도(rpm) |
| DBS-2 | 20 | 20~140 | 5월 13일 | 5000 |
| DBS-5 | 50 | 50~260 | 8월 18일 | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150~1020 | 14~36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35~64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40~75 | 950 |
| DBS-100 | 1000 | 1600~6000 | 45~86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70~140 | 500 |
| DBS-320 | 3200 | 6400~20000 | 90~160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100~180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100~200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100~240 | 320 |

디지털 마이크로미터

밀링 척

NCR 고정밀도 실시간 센터

M11 시리즈 정밀 로테이팅 센터

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. 개인정보 보호정책
