
Тез ссылкалар




Трения арналысы, екі жұмысқа бөлінген қисықтарды біріктіру үшін ығымдамалы, қаржылық тәсіл береді. Нәтиже сияқты, флюс, толықтырушы материалдар, газ немесе шығыс ыстамаға ірекке болмаған жағдайда деңгейлік металлдық біріктіру болады. Жалпы қатардағы процестік әрекеттер қосымша қосу және порошок немесе шлак қосудан қатынасқа шығады. Біріктіру аралығының кеңінен қолданылатын ыстырма зоны молекулалық толықтығын сақтайды. Бұл біріктіру әдісі тиімді және қайталанатын нәтижелерді береді, ол өндіріс уақытын жылдамдетеді. Қаржылық тезімділік табыс материалдарының, машиналар мен құралдардың сандарын кеміту арқылы пайда болады. Дизайн гибридтілігі бір метaldен турбина құруға және төмен құны бойынша сток немесе айқын түрде ауыстыруға мүмкіндік береді. Еңбек ететін әдістерге сәйкес емес metallарды біріктіру мүмкін.
Мәселенің қысқаша мазмұны
Қосу арқылы екі жұмыс парағын біріктіру үшін қандай да бір күшті, пулдық шешім береді. Нәтиже - флюс, толық метал қосу, газдар немесе сыртқы жылыстамалық көзінше қажет емес. Жалпы өмірбаян процестік ерекшеліктерінің минималдық қосымша дайындалуын және пороңдылық немесе шлак қосылуының мүмкіндігін алып тастайды. Жылыстамалық зонаға қосу аралықтарының молекулалық толықтығын қорғайды. Бұл қосу әдісі тиімді және тез өнімдердің өту уақытын қайта қайта қолданады.
Қызметтік тиімділік сызықтық материалдар, машиналар және инструменттердің мөлшерін кемітудің нәтижесінде пайда болады. Дизайн гибкілігі турбиналардың бір металлден салынғысын және түбенің төмен қойылатын құрылғыдан немесе қарама-қарсысын таңдауға мүмкіндік береді. Егер стандарттік әдістер жұмыс істей алмаса да, әртүрлі metallikтерді біріктіру мүмкін.
Өнімнің сипаттамасы
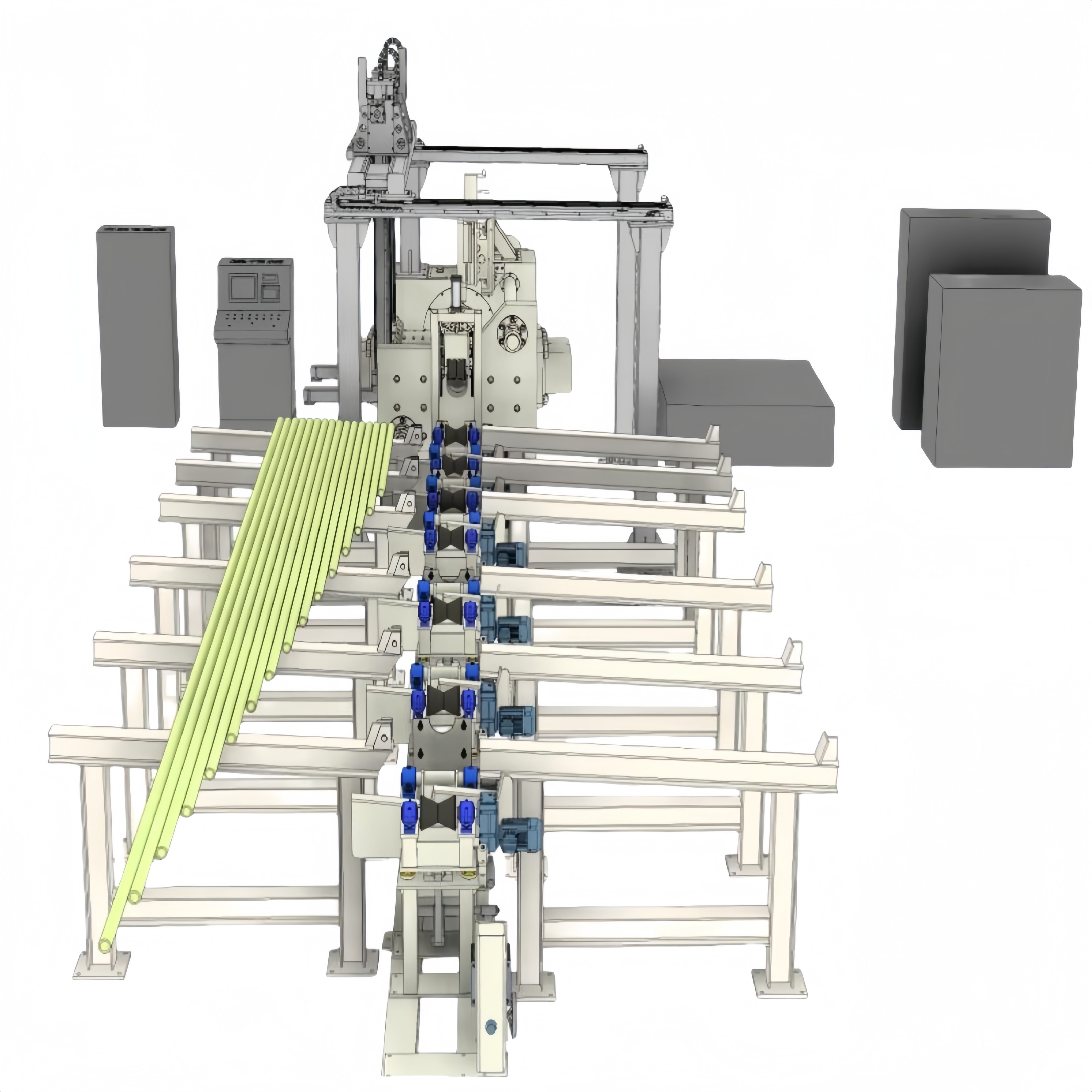
Директ Drive трение жұбырғаушылық технологиясы біздің параметрлерді бекіту арқылы қажетті нәтижелерге жетуге мүмкіндік беретін жақсы технология болуы мүмкін.
Мысалы, қаттылықпен тигізетін дөмді тигізуге болады, бұл үшін ікінші трением фазасын ұзағарту арқылы кейбір қосымша жылымен пайдалануға болады, оның созылу жылдамдығын басқару үшін.
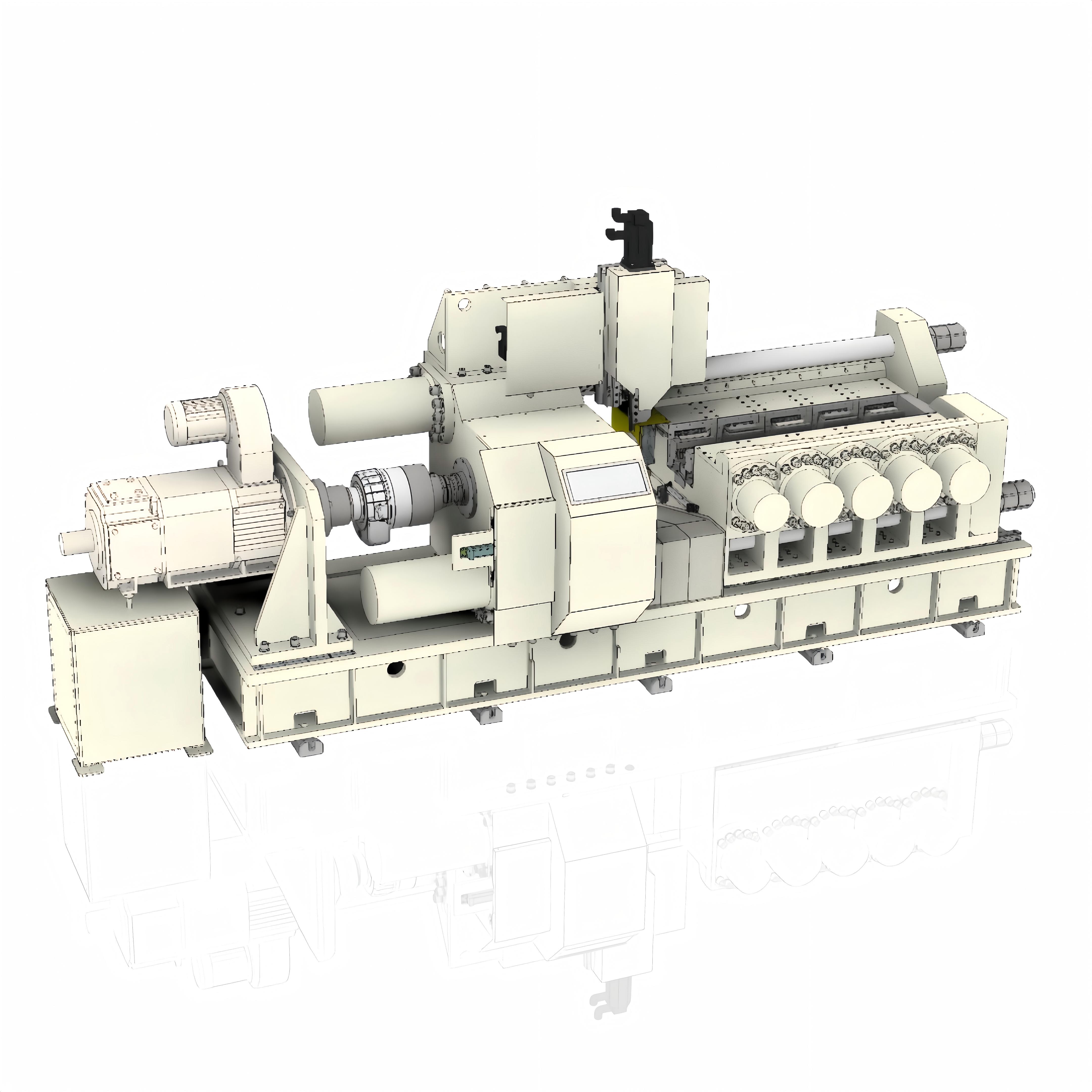
Тікелей Драйвте, біз ротациядағы форж жүйесінің тынысушы бейнигінің мүмкіндігіне шектеулерге ие, сондықтан артta біз спиндль жылдамдығын нөлге кеміту қажет. Осы нүктеде біз форж жүйесін максималды мөлшерге арттырамыз, барлық соңғы материалды шығарамыз және тигізуді аяқтаймыз.
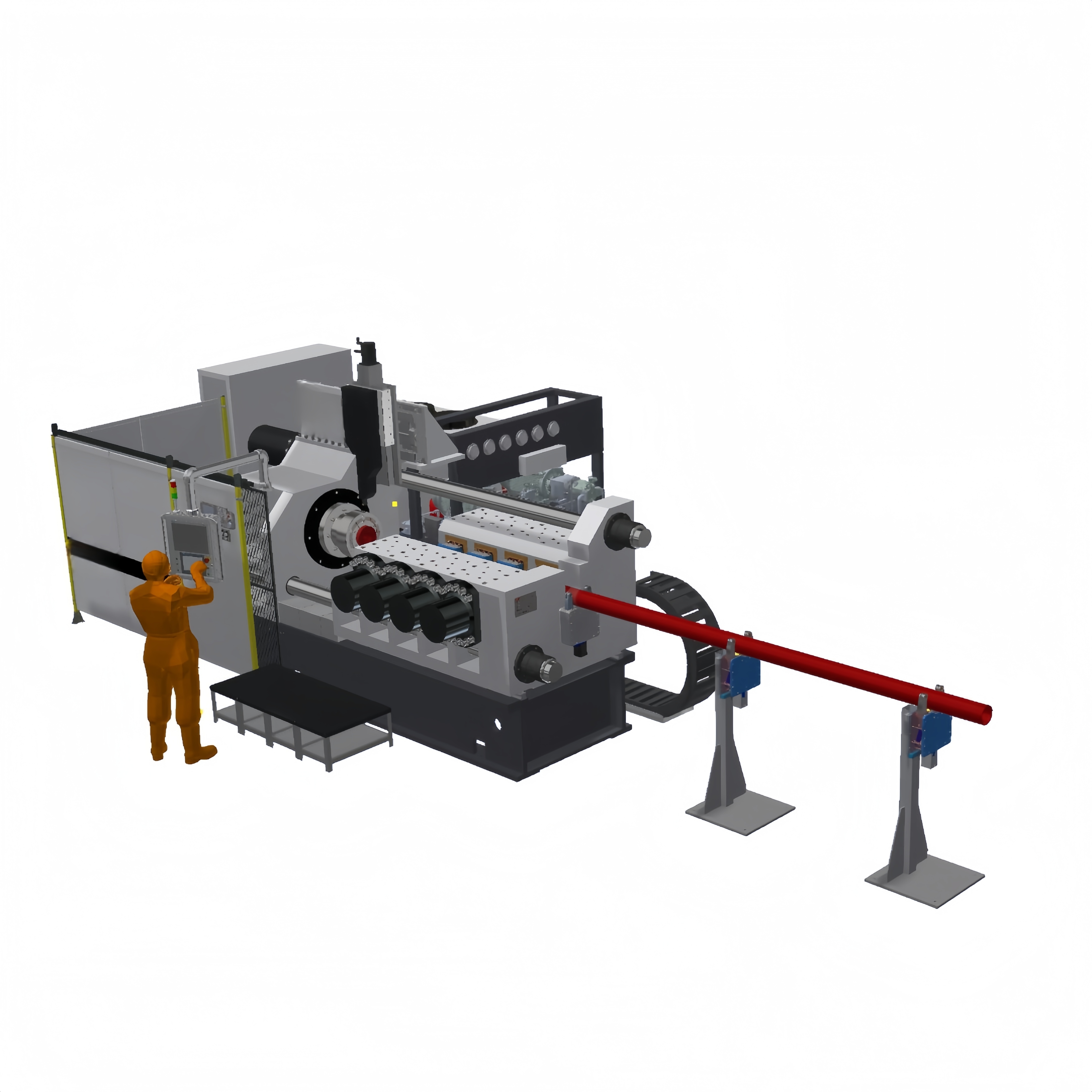
Келесілер - бұл технологияның маңызды қолданбаларының бірнеше:
Продукттың Параметрлері
| Модель | Макс. көтеру күші (КН) | Макс.арналу ауданы (мм) | Жұмыс диаметрі | Жылдамдық(айн/мин) |
| DBS-2 | 20 | 20-140 | 5 мая | 5000 |
| DBS-5 | 50 | 50-260 | 18 августа | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Цифровой микрометр

Фреза чак

NCR ҰЗАМАЙ-ӨЛШЕМДІК ЦЕНТР

M11 СЕРИЯ ӨЛШЕМДІК ЖИЫНТЫҚ ЦЕНТР

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Құпиялы саясат