




La saldatura per attrito fornisce una soluzione di alta resistenza e costi contenuti per unire insieme due pezzi lavorati. Il risultato è una fusione completa del metallo senza la necessità di flussi, riempitivi, gas o una fonte di calore esterna. Il processo a stato solido richiede una minima preparazione della giunzione ed elimina la possibilità di porosità o inclusione di scoria. La stretta zona termicamente influenzata dell'area di saldatura protegge l'integrità molecolare di entrambi i componenti. Questo metodo di legatura offre risultati coerenti e ripetibili con tempi di produzione più rapidi. I risparmi di costo derivano dalla riduzione della quantità di materiale grezzo, della lavorazione e degli attrezzi necessari per produrre un pezzo finito. La flessibilità di progettazione consente la costruzione di turbine in un metallo e la selezione dell'asse da un magazzino di minor costo o viceversa. È possibile unire metalli dissimili dove i metodi convenzionali potrebbero non funzionare.
Breve descrizione del prodotto
La saldatura per frizione fornisce una soluzione di alta resistenza e economica per unire due pezzi insieme. Il risultato è una fusione completa del metallo senza la necessità di flussi, riempitivi, gas o una fonte di calore esterna. Il processo a stato solido richiede una minima preparazione della giunzione ed elimina la possibilità di porosità o inclusione di scoria. La stretta zona termicamente influenzata protegge l'integrità molecolare di entrambi i componenti. Questo metodo di legatura offre risultati consistenti e ripetibili con tempi di produzione più rapidi.
Il risparmio di costi si ottiene riducendo la quantità di materie prime, lavorazioni meccaniche e attrezzature necessarie per produrre un pezzo finito. La flessibilità di progettazione consente la costruzione di turbine da un metallo e la selezione di alberi da un magazzino a basso costo o viceversa. È possibile unire metalli diversi quando i metodi convenzionali non funzionano.
Descrizione del Prodotto
La saldatura per attrito Direct Drive può essere una tecnologia interessante perché possiamo personalizzare i parametri per ottenere i risultati desiderati.
Ad esempio, se stiamo saldando un'acciaio induribile, possiamo applicare un po' di calore extra utilizzando una fase di secondo attrito più lunga per aiutare a controllare la velocità di raffreddamento.
Nel Direct Drive, c'è una limitazione dell'albero relativa alla capacità del cuscinetto a sfere di reagire al carico di forgiatura durante la rotazione, quindi di solito dobbiamo ridurre la velocità dell'albero a zero prima di poter applicare il carico di forgiatura. A questo punto aumentiamo fino a raggiungere il carico di forgiatura completo, strizziamo tutto il materiale ammorbidito e completiamo il saldatura.
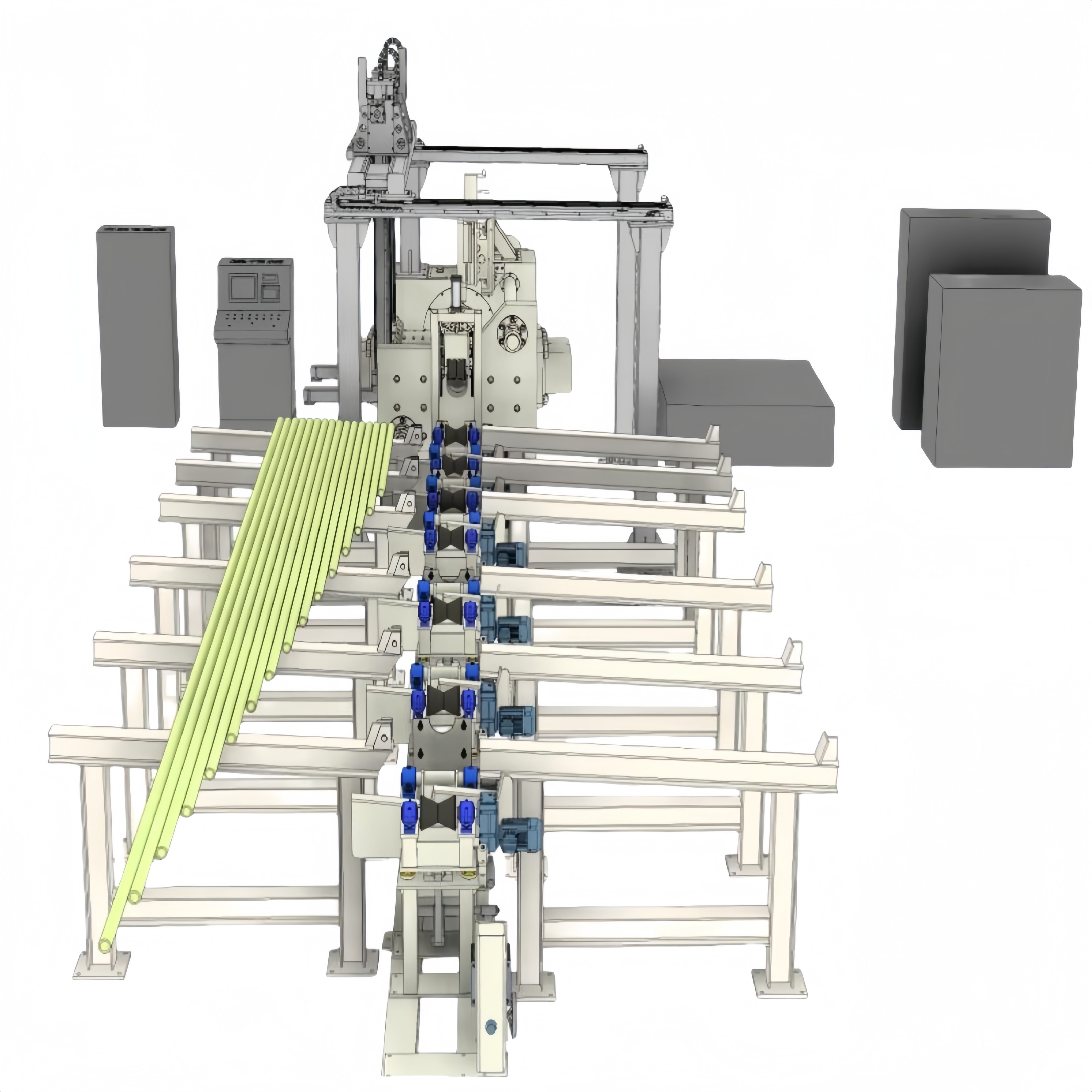
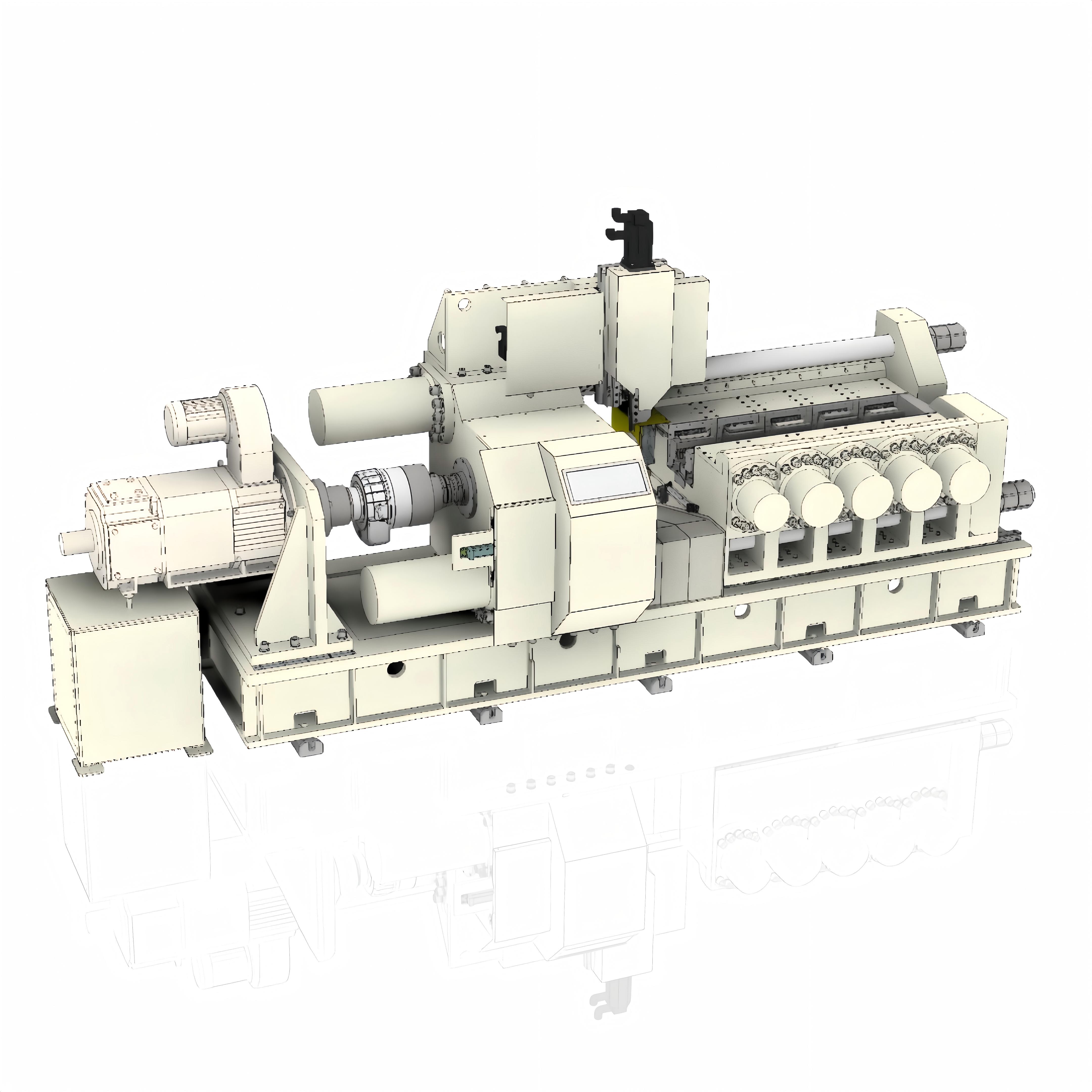
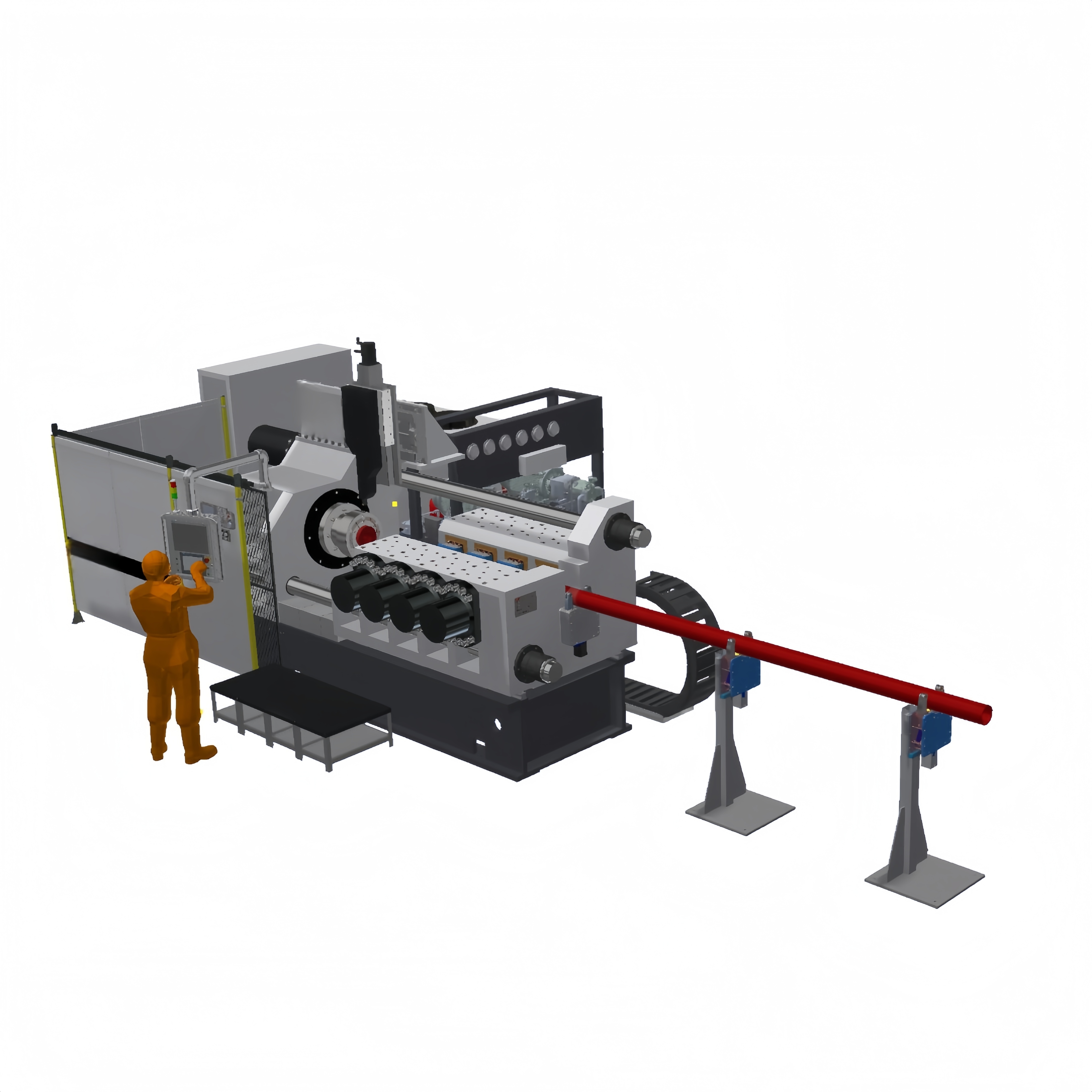
Di seguito sono riportate alcune delle principali applicazioni di questa tecnologia:
Parametri del Prodotto
| Modello | Forza di sconvolgimento massima (KN) | Max.area di saldatura ((mm) | - Diana di saldatura. | Velocità(rpm) |
| DBS-2 | 20 | 20-140 | 13 maggio | 5000 |
| DBS-5 | 50 | 50-260 | 18 agosto | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| DBS-30 | 300 | 314-1600 | 20-45 anni | 1200 |
| DBS-40 | 400 | 500-2400 | 25-55 | 1100 |
| DBS-63 | 630 | 960-3400 | 35-64 | 1000 |
| DBS-80 | 800 | 1300-5000 | 40 a 75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

Micrometro Digitale

Morsetto per fresatura

NCR ALTA PRECISIONE CENTRO VIVO

SERIE M11 CENTRO VIVO DI PRECISIONE

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Politica di privacy