




रगड़ वेल्डिंग दो कार्य पीस को एकसाथ जोड़ने के लिए एक उच्च-शक्ति, लागत-प्रभावी समाधान प्रदान करती है। परिणामस्वरूप पूर्ण धातु संghटन होता है बिना फ्लक्स, भर्ती, गैसों, या बाहरी ऊष्मा स्रोत की आवश्यकता के। ठोस-अवस्था प्रक्रिया में न्यूनतम जोड़ की तैयारी की आवश्यकता होती है और पोरोसिटी या स्लैग समावेश की संभावना को खत्म कर देती है। वेल्डिंग क्षेत्र का संकीर्ण ऊष्मा-प्रभावित क्षेत्र दोनों घटकों की अणुगति को सुरक्षित करता है। यह बांधन समाधान तेजी से उत्पादन वापसी के साथ निरंतर और दोहराने योग्य परिणाम प्रदान करता है। लागत की बचत को घटाने के लिए पूर्ण भाग को उत्पादित करने के लिए कच्चे माल, मशीनरी, और उपकरण की मात्रा को कम करके प्राप्त की जाती है। डिजाइन लचीलापन एक धातु से टर्बाइन निर्माण और छोटी लागत की स्टॉक या इसके विपरीत से शाफ्ट चयन प्रदान करता है। विभिन्न धातुओं को जोड़ना संभव है जहाँ परंपरागत विधियां काम नहीं कर सकती हैं।
उत्पाद संक्षिप्त माहिती
संघर्ष वेल्डिंग दो कार्यपट्टियों को एकसाथ जोड़ने के लिए एक उच्च-शक्ति, लागत-कुशल समाधान प्रदान करता है। परिणाम पूर्ण धातु संghार होता है जिसमें फ्लक्स, भर्ती, गैसों या बाहरी ऊष्मा स्रोत की आवश्यकता नहीं होती है। ठोस-अवस्था प्रक्रिया को न्यूनतम जोड़ की तैयारी की आवश्यकता होती है और पोरोसिटी या स्लैग शामिल होने की संभावना को खत्म करती है। वेल्डिंग क्षेत्र का संकर्षित ऊष्मा प्रभावित क्षेत्र दोनों घटकों की अणु संरचना को सुरक्षित रखता है। यह बांधन विधि तेजी से उत्पादन वापसी के साथ संगत और दोहराने योग्य परिणाम प्रदान करती है।
लागत की बचत कम करने वाली परिणाम सम्पूर्ण भाग को उत्पादित करने के लिए आवश्यक कच्चा माल, मशीनरी, और उपकरण की मात्रा में होती है। डिजाइन लचीलापन टर्बाइन के निर्माण के लिए एक धातु और शफ्ट का चयन निम्न लागत की स्टॉक या इसके विपरीत से किया जा सकता है। विभिन्न धातुओं को जोड़ना संभव है जहाँ पारंपरिक विधियां काम नहीं कर सकती हैं।
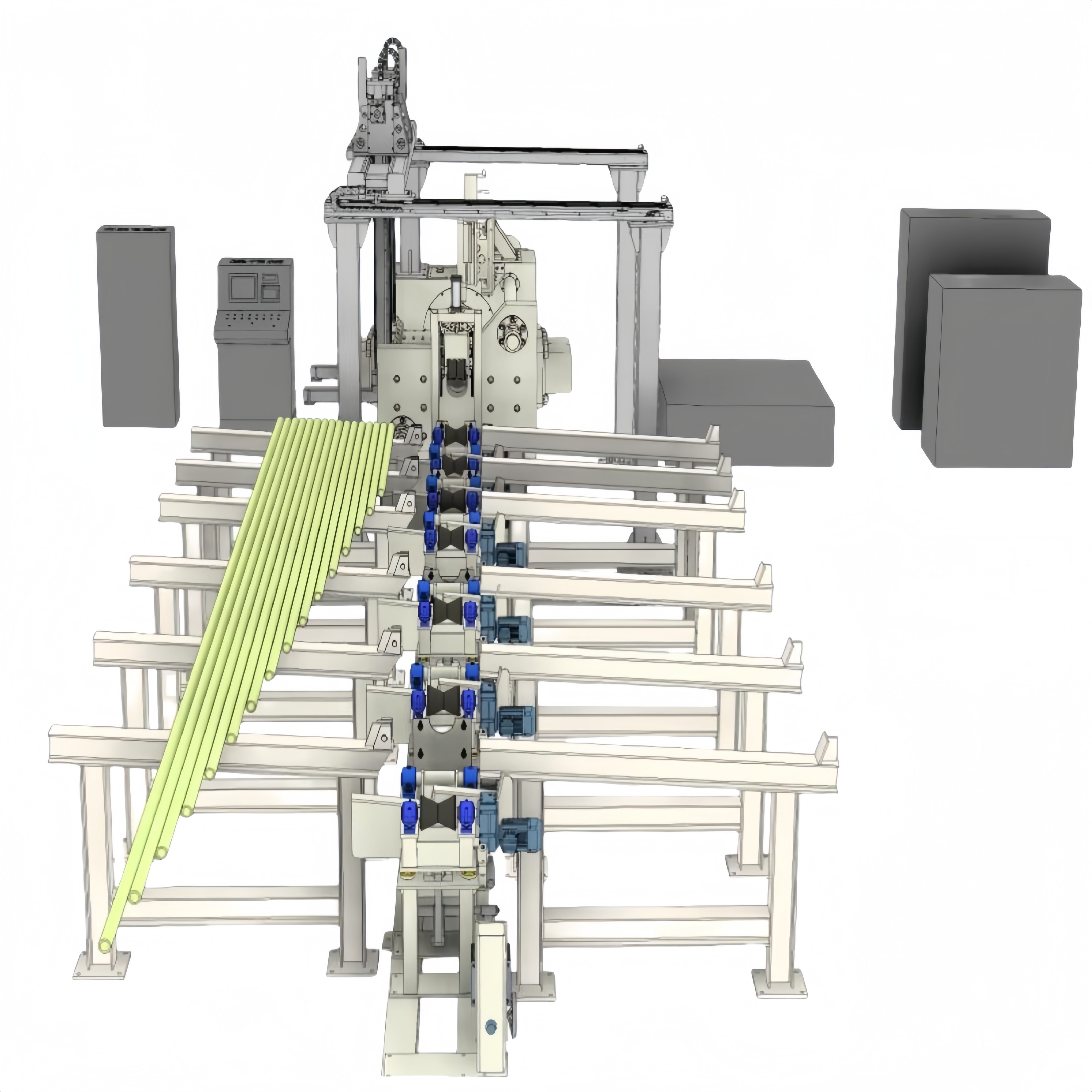
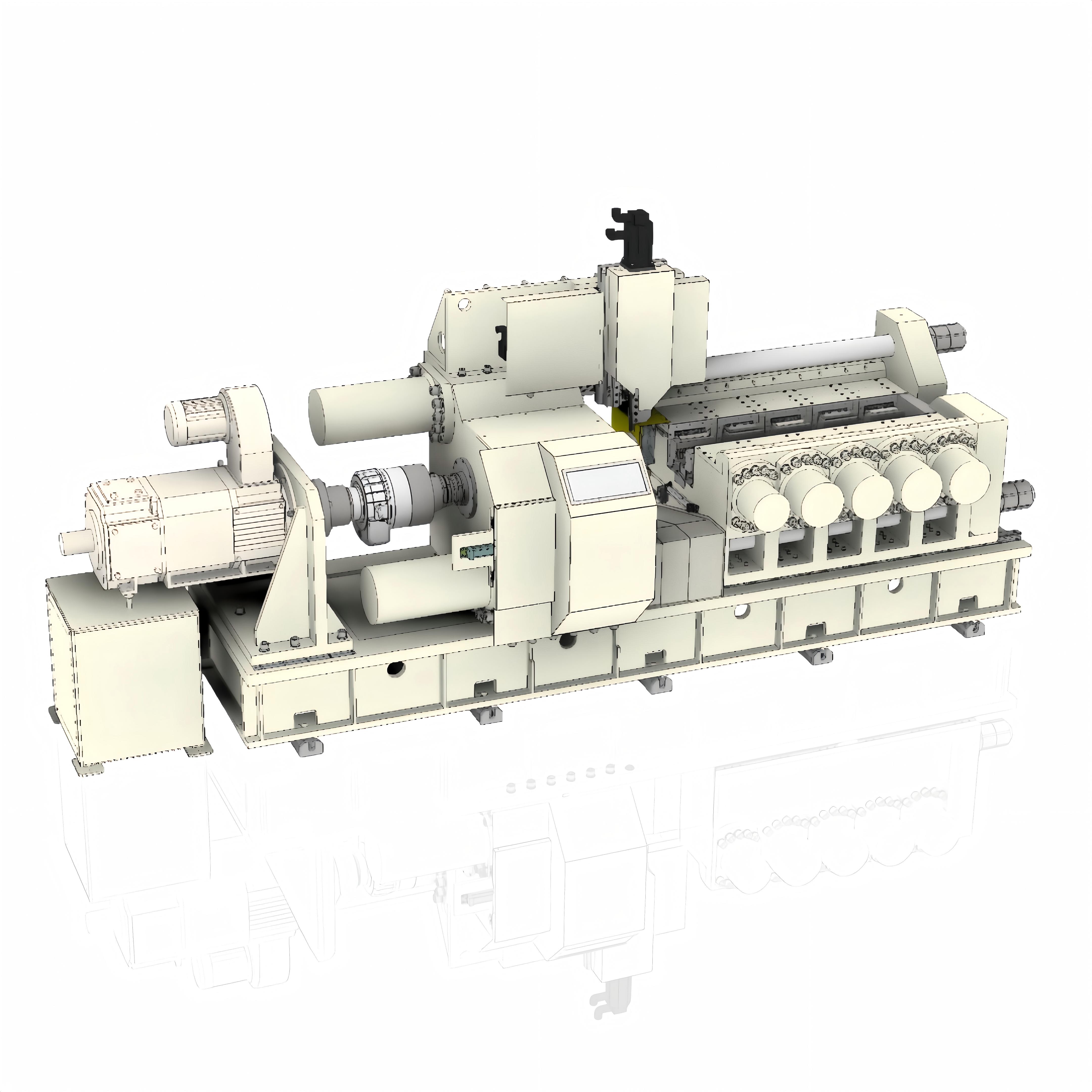
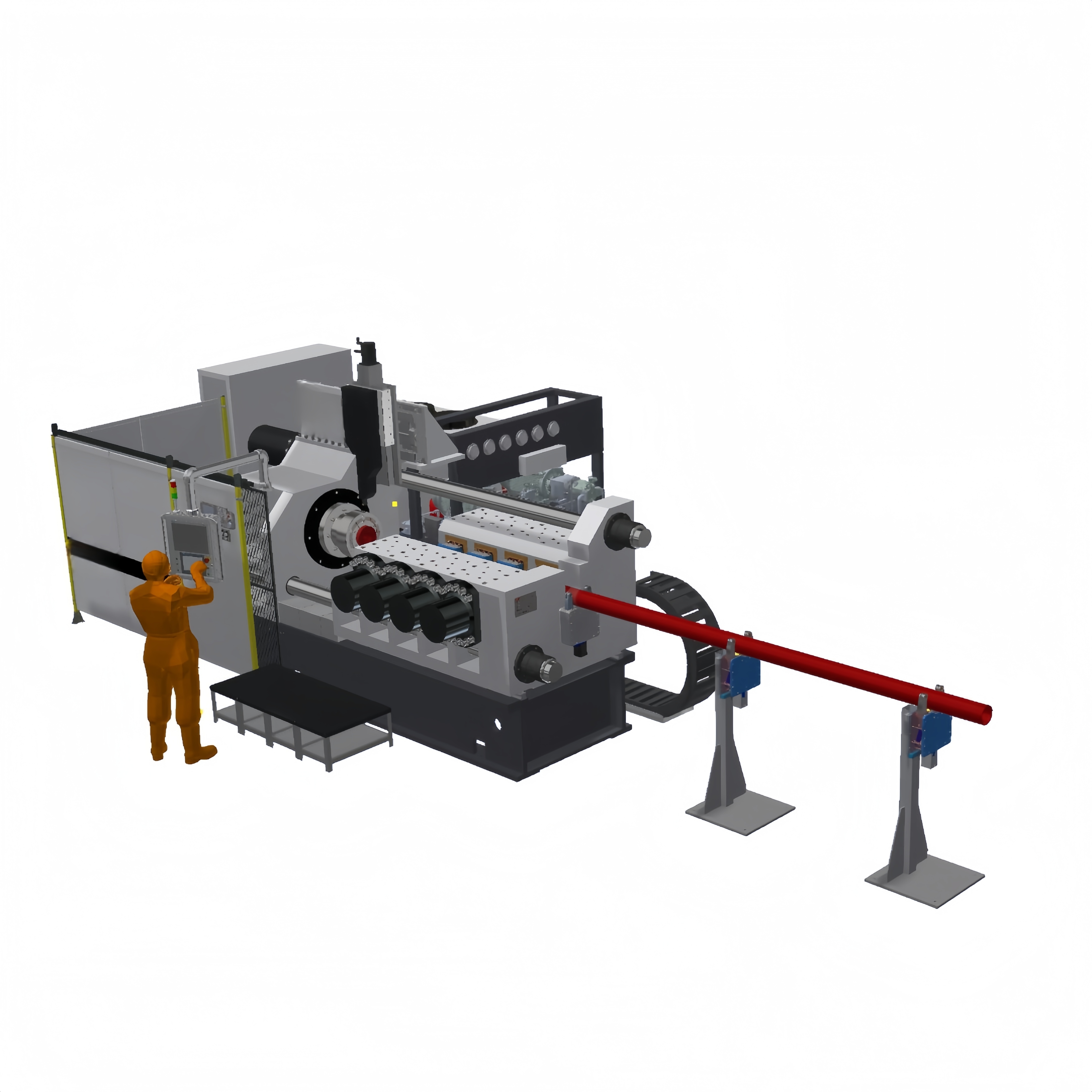
उत्पाद विवरण
डायरेक्ट ड्राइव घर्षण वेल्डिंग एक आकर्षक प्रौद्योगिकी हो सकती है क्योंकि हम पैरामीटर्स को संयोजित कर सकते हैं ताकि हमारे वांछित परिणाम प्राप्त किए जा सकें।
उदाहरण के लिए, यदि हम एक हार्डनेबल स्टील को वेल्ड कर रहे हैं, तो हम ठंडने की दर को नियंत्रित करने में मदद के लिए लंबे दूसरे फ्रिक्शन फेज का उपयोग करके कुछ अतिरिक्त गर्मी प्रदान कर सकते हैं।
डायरेक्ट ड्राइव में, हमें थ्रʌस्ट बेयरिंग की क्षमता का बदलाव होता है जो घूमते हुए फॉर्ज लोड को प्रतिक्रिया दे सकती है, इसलिए आमतौर पर हमें फॉर्ज लोड को लागू करने से पहले हमें अपने स्पिंडल की गति को शून्य करनी पड़ती है। इस बिंदु पर हम पूरे फॉर्ज लोड पर बढ़ते हैं, सभी मल्टी गई सामग्री को बाहर निकालते हैं, और वेल्ड पूरा करते हैं।
इस प्रौद्योगिकी के कुछ महत्वपूर्ण अनुप्रयोग निम्नलिखित हैं:
उत्पाद पैरामीटर
| मॉडल | अधिकतम. उत्तेजना बल (KN) | अधिकतम वेल्डिंग क्षेत्र (मिमी) | वेल्डिंग व्यास | चाल (rpm) |
| DBS-2 | 20 | 20-140 | 13 मई | 5000 |
| DBS-5 | 50 | 50-260 | 18 अगस्त | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150-1020 | 14-36 | 1500 |
| डीबीएस-30 | 300 | 314-1600 | 20-45 | 1200 |
| डीबीएस-40 | 400 | 500-2400 | 25-55 | 1100 |
| डीबीएस-63 | 630 | 960-3400 | 35-64 | 1000 |
| डीबीएस-80 | 800 | 1300-5000 | 40-75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45-86 | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160 | 1600 | 4300-8792 | 89-160 | 580 |
| DBS-200 | 2000 | 5100-12500 | 102-189 | 500 |
| DBS-250 | 2500 | 3850-15500 | 70-140 | 500 |
| DBS-320 | 3200 | 6400-20000 | 90-160 | 380 |
| DBS-400 | 4000 | 8000-25000 | 100-180 | 350 |
| DBS-500 | 5000 | 8000-31400 | 100-200 | 320 |
| DBS-700 | 7000 | 8000-44000 | 100-240 | 320 |

डिजिटल माइक्रोमीटर

फ्रेसिंग चक

NCR HIGH PRECISION LIVE CETER

M11 सीरीज़ प्रिसिशन लाइव सेंटर

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. गोपनीयता नीति