
Enlaces Rápidos


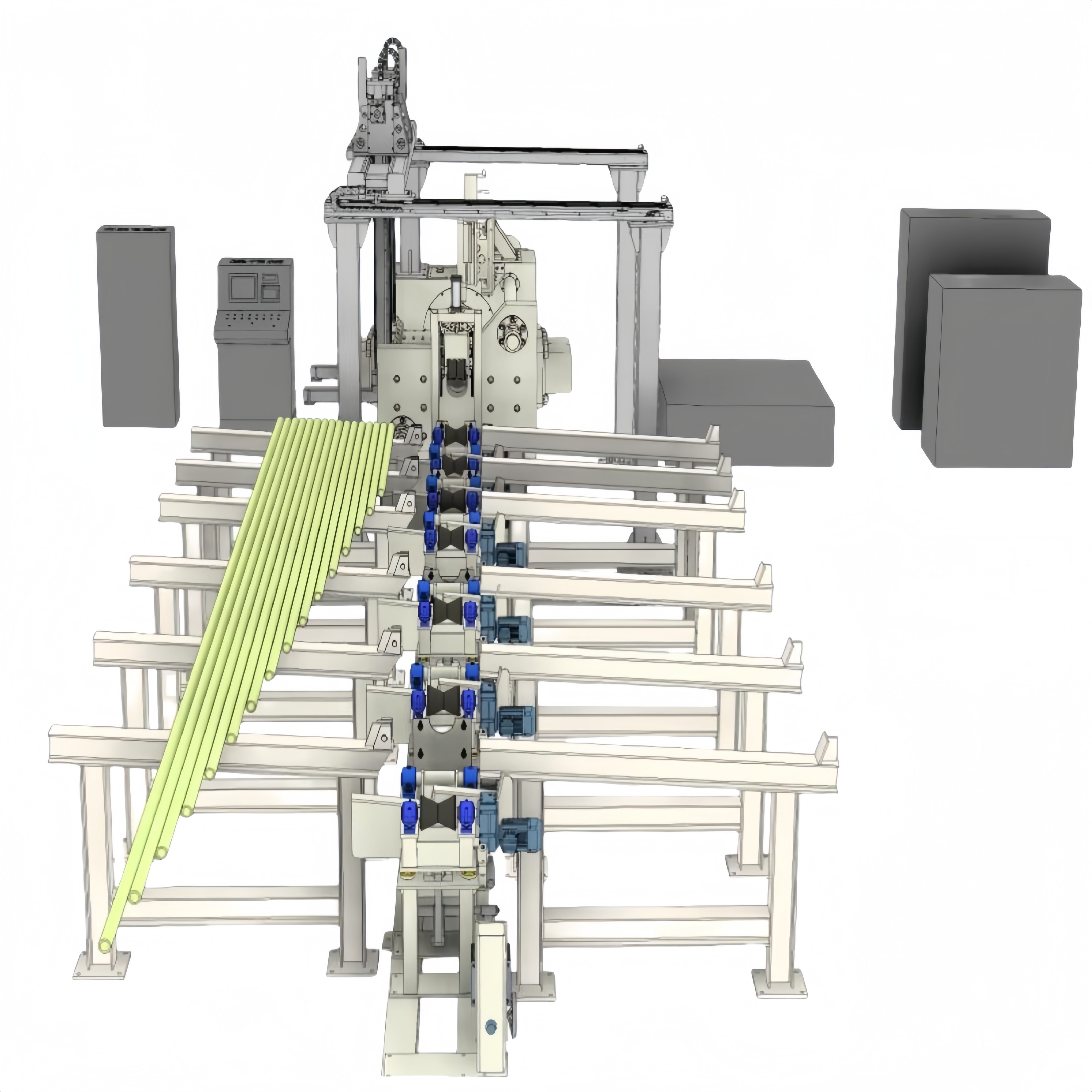


La soldadura por fricción proporciona una solución de alta resistencia y costo-efectiva para unir dos piezas de trabajo. El resultado es una fusión total del metal sin la necesidad de flujos, rellenos, gases o una fuente de calor externa. El proceso en estado sólido requiere una preparación mínima de la junta y elimina la posibilidad de porosidad o inclusión de escoria. La zona afectada por el calor en el área de soldadura es estrecha, lo que protege la integridad molecular de ambos componentes. Este método de unión ofrece resultados consistentes y repetitivos con un tiempo de producción más rápido. Los ahorros de costos se logran al reducir la cantidad de material crudo, mecanizado y herramientas requeridas para producir una pieza terminada. La flexibilidad de diseño permite la construcción de turbinas de un metal y la selección de eje de un stock de menor costo o viceversa. Es posible unir metales disímiles donde los métodos convencionales pueden no funcionar.
Resumen del Producto
La soldadura por fricción proporciona una solución de alta resistencia y costo-efectiva para unir dos piezas de trabajo. El resultado es una fusión completa del metal sin la necesidad de flujos, rellenos, gases o una fuente de calor externa. El proceso en estado sólido requiere una preparación mínima de la junta y elimina la posibilidad de porosidad o inclusión de escoria. La zona afectada por el calor estrecha del área de soldadura protege la integridad molecular de ambos componentes. Este método de unión ofrece resultados consistentes y repetitivos con un tiempo de producción más rápido.
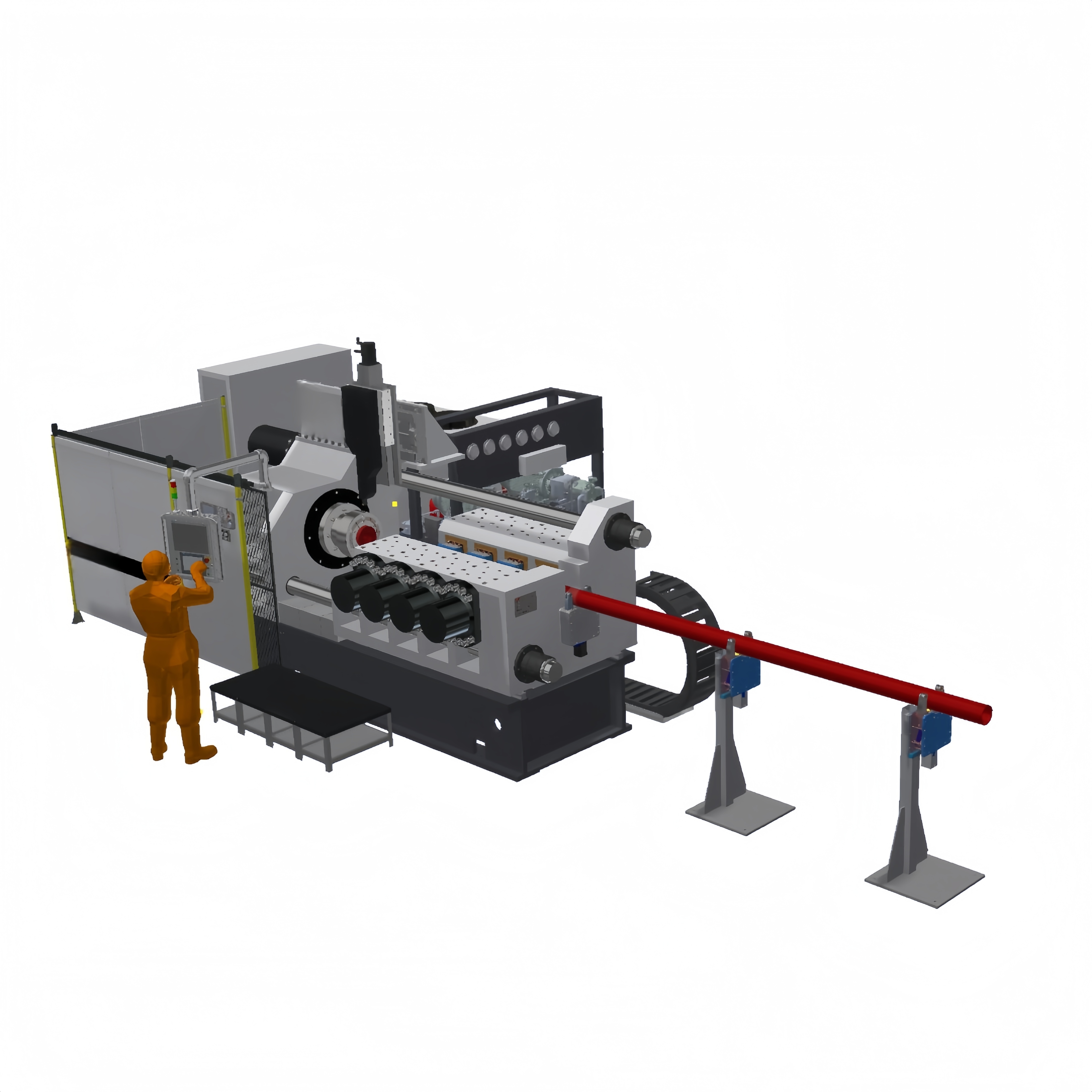
Se ahorran costes al reducir la cantidad de materia prima, mecanizado y herramientas necesarias para producir una pieza terminada. La flexibilidad del diseño proporciona la construcción de turbinas a partir de un metal y la selección de eje a partir de un stock de menor costo o viceversa. La unión de metales diferentes es posible cuando los métodos convencionales pueden no funcionar.
Descripción del Producto
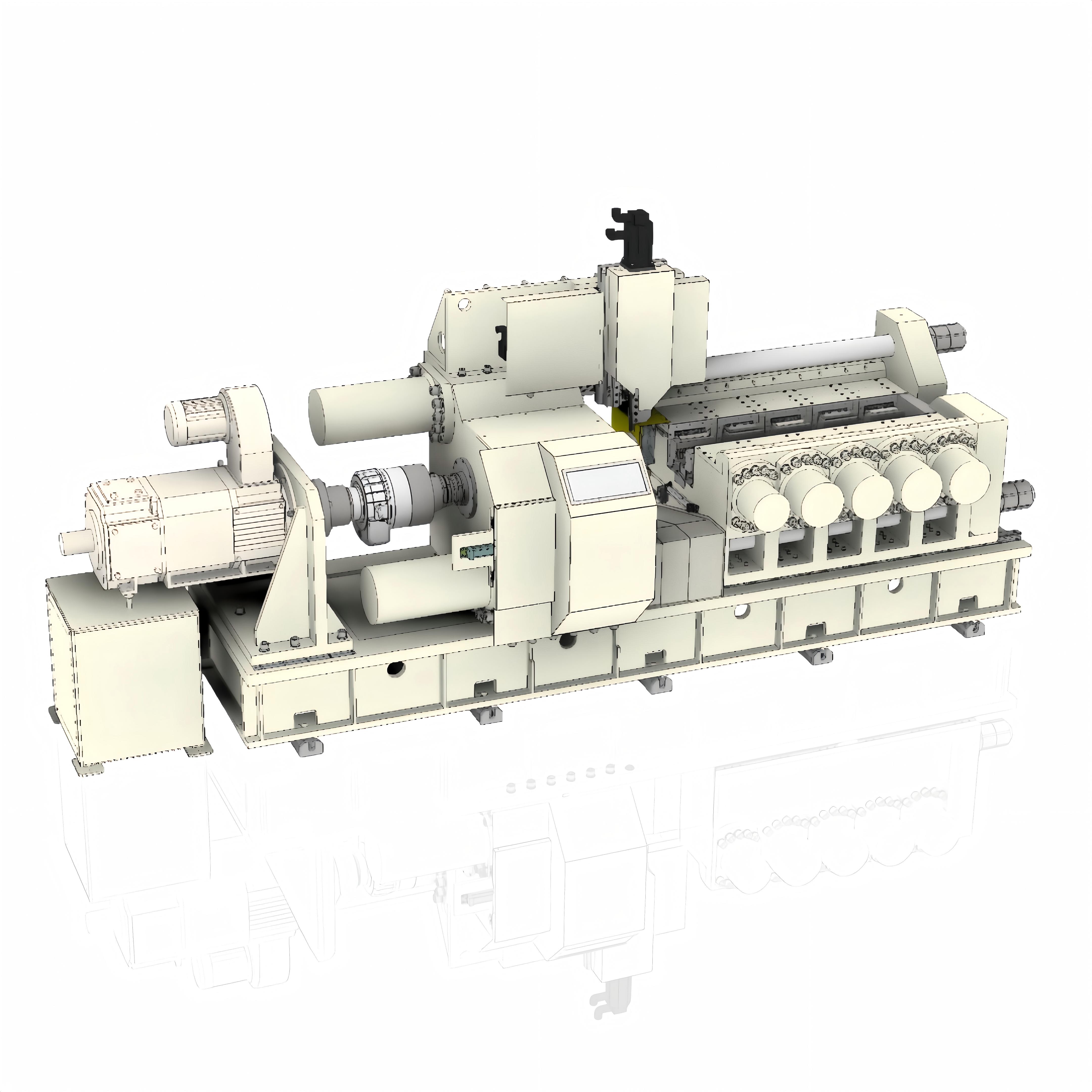
El soldadura por fricción con Direct Drive puede ser una tecnología atractiva porque podemos personalizar los parámetros para lograr los resultados deseados.
Por ejemplo, si estamos soldando un acero endurecible, podemos aplicar algo de calor adicional utilizando una fase de segunda fricción más larga para ayudar a controlar la velocidad de enfriamiento.
En el Direct Drive, tenemos una limitación del husillo de la capacidad del cojinete de empuje para reaccionar a la carga de forja al rotar, por lo que normalmente necesitamos reducir la velocidad del husillo a cero antes de poder aplicar la carga de forja. En este punto, aumentamos hasta la carga total de forja, exprimimos todo el material ablandado y completamos la soldadura.
A continuación se presentan algunas de las aplicaciones más importantes de esta tecnología:
Parámetros del Producto
| Modelo | Fuerza de desaceleración máxima (KN) | Área máxima de soldadura (mm) | El dia de soldadura. | Velocidad (rpm) |
| DBS-2 | 20 | 20 a 140 | 13 de mayo | 5000 |
| DBS-5 | 50 | 50 a 260 | 18 de agosto | 3000 |
| DBS-12 | 120 | 150-700 | 14-30 | 1500 |
| DBS-20 | 200 | 150 a 1020 | 14 a 36 años | 1500 |
| DBS-30 | 300 | 314-1600 | 20 a 45 años | 1200 |
| DBS-40 y DBS-40. | 400 | 500 a 2400 | entre 25 y 55 | 1100 |
| DBS-63 | 630 | las demás | entre los 35 y los 64 | 1000 |
| DBS-80 | 800 | entre 1300 y 5000 | 40 a 75 | 950 |
| DBS-100 | 1000 | 1600-6000 | 45 a 86 años | 890 |
| DBS-125 | 1250 | 2000-7800 | 50-100 | 600 |
| DBS-160: el número de unidades de producción | 1600 | las demás | 89 a 160 | 580 |
| DBS-200 | 2000 | 5100 a 12500 | 102 a 189 | 500 |
| DBS-250: el valor de las acciones | 2500 | las demás | 70 a 140 | 500 |
| DBS-320: el número de unidades de producción | 3200 | 6400-20000 | 90 a 160 | 380 |
| DBS-400: el número de unidades de producción | 4000 | entre 8000 y 25000 | 100-180 | 350 |
| DBS-500: el número de unidades de producción | 5000 | 8 000-3 14 00 | 100-200 | 320 |
| DBS-700 | 7000 | entre 8000 y 4000 | 100 a 240 | 320 |

Micrómetro Digital

Porta brocas para fresado

NCR ALTA PRECISIÓN EN DIRECTO CETER

SERIE M11 CENTRO VIVO DE PRECISIÓN

Hongtai Building, 29, Xixian Street, Hi-Tech Zone , Dalian, Liaoning, China
Copyright © 2025 by Dalian Bluestar Trading Co.,LTD. Política de privacidad